|
|
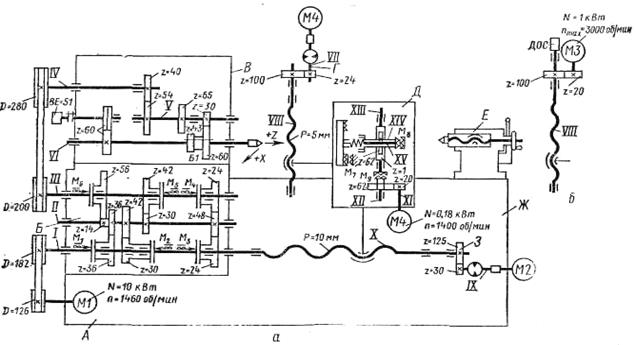
Станки с ЧПУ первого поколенияВ п. 3.2.2. рассмотрена кинематическая структура координатно-расточного станка с ЧПУ первого поколения модели 2Д450АМФ2. Рассмотрим еще два широко распространенных станка этого поколения. Патронно-центровой станок модели 16К20Ф3.Предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилями за один или несколько рабочих ходов в замкнутом полуавтоматическом цикле. В зависимости от возможностей системы ЧПУ на станке можно нарезать различные резьбы. Станок имеет традиционную для токарных станков компоновку и максимально возможную унификацию узлов с токарно-винторезным станком модели 16К20, на базе которого выпускается. Техническая характеристика. Наибольший диаметр обрабатываемой детали над станиной 400 мм; над суппортом 220 мм; диаметр прутка, проходящего через отверстие шпинделя 50 мм. Число инструментов 6. Число частот вращения шпинделя 12 (из них 9 по программе); пределы частот вращения шпинделя 35 – 1600 мин-1. Число подач – бесступенчатое регулирование; пределы рабочих подач: продольных 3 – 700 мм/мин, поперечных 3 – 500 мм/мин. Скорость быстрых перемещений: продольных 4800 мм/мин, поперечных 2400 мм/мин; дискретность перемещений: продольных 0,01 мм, поперечных 0,005 мм. Станок оснащен контурными устройствами ЧПУ. Модификации станка в зависимости от комплектации с устройством ЧПУ имеют разные индексы. Например, станок модели 16К20Ф3С1 работает с устройством «Контур 2ПТ», станок 16К20Ф3С2 – с устройством фирмы Alkatel, станок 16Е20Ф3С5 – с устройством Н22-1М. Устройство ЧПУ обеспечивает движение формообразования, изменение значений подач и частот вращения шпинделя, индексацию резцовой головки и в большинстве случаев нарезание резьбы по программе. Число управляемых координат равно двум, из них одновременно управляемых две. Кинематическая структура станка (рис. 3. 104) содержит традиционные для токарно-винторезных станков группы формообразования. Внешняя связь группы Фv(В1) скорости резания (главное движение) имеет вид: М1 → 126/182 → АКС → 200/280 → 40/54 →Б1 (30/60 или 65/43) → →шпиндель V1 (В1). Автоматическая коробка скоростей (АКС) обеспечивает девять переключаемых в цикле частот вращения шпинделя вследствие включения электромагнитных муфт. Вал 11 имеет три значения частоты вращения при переключении муфт М1, М2, М3 (соответственно передачи 36/36 или 30/42 или 24/48); вал 111 вращается уже с девятью различными частотами; при включении муфты М4 работает передача 48/24, муфты М5 – передача 30/42, муфты М6 – передача 14/56. Одновременное включение муфт М4 и М6 осуществляется торможение шпинделя. В шпиндельной бабке вручную переключается блок Б1, что обеспечивает получение двух диапазонов частот вращения шпинделя (35 – 560 и 100 – 1600 мин-1). Практически шпиндель имеет 12 частот вращения. УКЦ для минимальной частоты вращения шпинделя
Рис. 3. 104. Кинематическая схема токарного станка с ЧПУ модели 16К20Ф3
В винторезной модификации станка устанавливают датчик (измерительный преобразователь ВЕ-51) резьбонарезания, связанный со шпинделем беззазорной зубчатой передачей 60/60. Группы продольной подачи Фs1(П2) и поперечной подачи Фs2(П3) могут иметь два исполнения: с гидравлическим шаговым приводом (рис. 3.100, а) и с электродвигателем постоянного тока (рис. 3.104, б). В первом случае применяют электрогидравлические шаговые двигатели ШД5-Д1 с гидроусилителем Э32Г18-23 для продольной подачи и гидроусилителем Э32Г18-22 для поперечной подачи. Тяговые валы обеих групп: шариковый винт X продольной подачи и шариковый винт V111 поперечной подачи получают вращение через беззазорные передачи соответственно 30/125 и 24/100. Минимальная продольная подача (цена импульса) s прод min = (1/240) (30/125) 10 = 0,01 мм, где 1/240 – минимальная доля оборота выходного вала гидроусилителя при шаге на выходном валу шагового двигателя 1,50. Минимальная поперечная подача (цена импульса) s поп min = (1/240) (24/100) 5 = 0.005 мм. В случае применения двигателей постоянного тока на шариковые ходовые винты устанавливают измерительные преобразователи, выполняющие в системе управления функцию датчиков обратной связи. Суппорт и каретка имеют традиционное устройство, но их размеры увеличены по высоте для повышения жесткости и возможности установки винта поперечной подачи. Кинематика станка включает также вспомогательную группу Вс(В4) поворота шестипозиционного резцедержателя с горизонтальной осью вращения, оснащенный съемной инструментальной головкой. Внешняя связь группы имеет вид М4 → 20/62 → 1/67 → поворотный резцедержатель (В4). Управление поворотом резцедержателя осуществляется по программе посредством кулачковых муфт М7, М8, М9 и конечных выключателей. Съемная инструментальная головка имеет шесть позиций. В нее можно установить шесть резцов – вставок или три инструментальных блока, которые настраивают на размер вне станка, в специальных оптических приспособлениях, Установку инструмента на определенный размер осуществляют регулировочными винтами в двух плоскостях. Гидрооборудование станка состоит из гидростанции с контрольно-регулирующей аппаратурой, двух гидроусилителей крутящих моментов и магистральных трубопроводов. Вертикально-фрезерный станок с ЧПУ модели 6Р13Ф3.Предназначен для выполнения фрезерования, сверления и зенкерования деталей в условиях единичного и серийного производства. Применение ЧПУ в приводах подач по трем независимым координатам позволяет обрабатывать на станке детали сложного профиля типа штампов, пресс-форм, кулачков концевыми, торцовыми, угловыми, сферическими и фасонными фрезами, сверлами, зенкерами. Станок унифицирован с вертикально-фрезерным станком модели 6М13, на базе которого он выпускается. Техническая характеристика. Размеры рабочей поверхности стола 400×600 мм; число частот вращения шпинделя 18; пределы частот вращения шпинделя 40 – 2000 мин-1; число подач – бесступенчатое регулирование; пределы рабочих подач по осям X′, Y′, Z 3 – 1200 мм/мин, скорость быстрого перемещения по осям координат 2400 мм/мин. Число управляемых координат (всего/одновременно) 3/3. Дискретность отсчета равна 0,01 мм. Кинематическая структура станка (рис. 3.105) содержит традиционные для вертикально-фрезерных станков кинематические группы скорости резания Фv(В1) и подач Фs1(П2), Фs2(П3), Фs3(П4).
Рис. 3. 105. Кинематическая схема вертикально-фрезерного станка с ЧПУ модели 6Р13Ф3 Внешняя связь группы скорости резания Фv(В1): М1 → 31/49 → Б1 → Б2 → Б3 → 39/39 → 48/48 → шпиндель (В1). Группа настраивается на скорость переключением двух двойных блоков Б1 и Б2 и двойного блока Б3. Это обеспечивает 18 ступеней частот вращения шпинделя в пределах 40 – 2000 мин-1. Уравнение кинематической цепи для минимальной круговой частоты вращения шпинделя
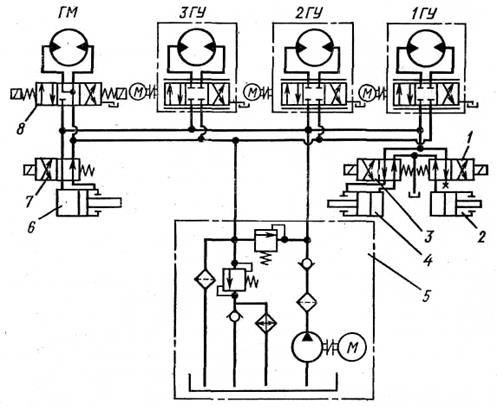
Внешняя связь группы Фs1(П2) вертикальной подачи (координата Z): М2 → 25/25 → ТВ (винт-гайка качения) → ползун шпиндельной головки (П2). Группа настраивается на скорость - изменением круговой частоты шагового электродвигателя; на путь, исходное положение и направление - программоносителем. Квадратом на валу X через коническую передачу 14/28 можно переместить ползун вручную. Внешняя связь группы Фs2(П3) поперечной подачи (координата Y′): М3 → беззазорный редуктор (27/45 → 26/52) → → ТВ (винт-гайка качения) → поперечные салазки (П3). Группа настраивается на скорость – изменением круговой частоты шагового электродвигателя; на путь, исходное положение и направление - программоносителем. Квадратом на валу X11 через передачу 26/52 можно переместить поперечные салазки вручную. Внешняя связь группы Фs3(П4) продольной подачи (координата X′): М4 → беззазорный редуктор (25/34 → 24/35) → → ТВ (винт-гайка качения) → продольные салазки (П4). Группа настраивается на скорость – изменением круговой частоты шагового электродвигателя; на путь, исходное положение и направление - программоносителем. Квадратом на валу XX1 можно переместить продольные салазки вручную. Электродвигатель М1 – асинхронный. Электродвигатели М2, М3, М4 - шаговые типа ШД5-Д1 с гидроусилителем моментов Э32Г18-24. Величины передач внешних связей групп Фs1, Фs2, Фs3 подобраны так, что при подаче на шаговые электродвигатели одного импульса исполнительные органы указанных групп переместятся на 0,01 мм. Вспомогательная группа Вс(П5) обеспечивает установочные вертикальные перемещения консоли. Ее внешняя связь: Гидромотор М5 → 27/54 → 39/65 → ТВ → консоль (П5). Посредством квадрата на валу XX можно переместить консоль вручную. Гидросистема (рис. 106) осуществляет перемещение исполнительных органов станка по соответствующим координатам, установочное вертикальное перемещение консоли, зажим ползуна шпиндельной головки, отжим инструмента. Питание гидросистемы осуществляется от гидростанции 5. Масло по трубопроводам поступает в гидрораспределители гидравлических усилителей моментов 1ГУ, 2ГУ, 3ГУ. Отжим инструмента осуществляется при включенном гидрораспределителе 1, расположенном на шпиндельной головке станка, гидроцилиндром 2, размещенном в ползуне. Зажим ползуна происходит при включении гидрораспределителя 3, управляющего гидроцилиндром 4, расположенном в шпиндельной головке. Зажим консоли осуществляется гидроцилиндром 6, управляемым гидрораспределителем 7; при обесточенном гидрораспределителе 7 консоль зажата. Установочное перемещение консоли происходит при одновременном включении гидрораспределителей 7 и 8, управляющих гидромотором ГМ.
Рис. 3.106. Принципиальная гидравлическая схема станка

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|