|
|
Конструктивные особенности станков с ЧПУ
Системы ЧПУ вызвали необходимость пересмотра конструкции механизмов и компоновки станка в целом. Особенности отработки программы предъявляют специфические требования к станкам с ЧПУ: повышение жесткости станин и корпусных деталей и повышение собственной частоты колебаний механизмов с целью предотвращения резонансных явлений, которые возникают в случае совпадения частот управляющих импульсов и возмущающих колебаний механизмов; автоматическое переключение скоростей в приводах главногодвижения (скорости резания) и подач, применение регулируемого бесступенчатого привода; выполнение механизмов подач с минимальными зазорами,
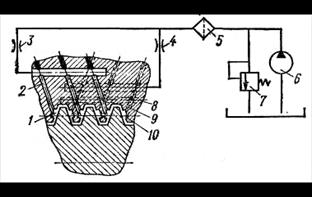
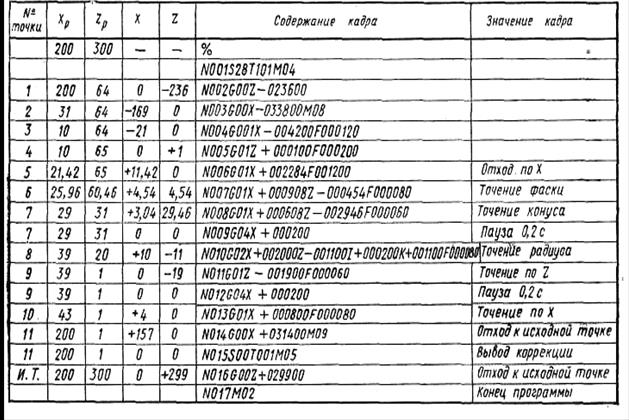
Рис. 3. 99. Программа для обработки штуцера в коде ISO-7bit
обеспечение плавности перемещения при малых скоростях путем применения шариковых и гидростатических винтовых передач и направляющих, механизмов автоматической компенсации износа, создания предварительного натяга в подшипниковых опорах и направляющих; обеспечение максимального быстродействия, что достигается снижением приведенного момента инерции привода, выбором оптимального передаточного отношения; повышение точности и надежности позиционирования, сокращение времени ускорения и замедления при резком изменении направления движения; идентичность характеристик механизмов подач по различным координатам с целью обеспечения высокой точности обработки криволинейных контуров детали; уменьшение изнашивания и нагрева механических узлов во избежание потери точности; повышение КПД приводов; автоматизация зажимных и загрузочных механизмов; применение устройств для автоматической смены инструмента. Рассмотрим ряд механизмов, отвечающих сформулированным специфическим требования. Направляющие станков с ЧПУ должны иметь высокую износостойкость и небольшую силу трения, что позволяет снизить мощность следящего приво- да, увеличить точность установочных перемещений, уменьшить рассогласование в следящей системе. Этим требованиям лучше всего удовлетворяют направляющие качения и гидростатические направляющие.
Направляющие качения имеют высокую долговечность, характеризуются небольшим трением, причем коэффициент трения практически не зависит от скорости движения перемещаемого узла. В направляющих без предварительного натяга натяг осуществляется только массой узла, в направляющих с предварительным натягом для получения натяга имеются специальные устройства. В незамкнутых направляющих разъединению сопрягаемых деталей препятствует лишь масса перемещаемого узла или сила пружины, поэтому при действии больших опрокидывающих моментов применяют замкнутые направляющие, где разъединению деталей препятствуют планки и другие устройства. В зависимости от используемого типа тел качения направляющие делятся на роликовые, шариковые и игольчатые. Рис. 3. 100. Схема гидростатических Рис. 3. 101. Шариковая винтовая пара незамкнутых направляющих
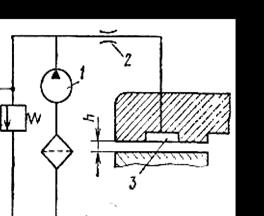
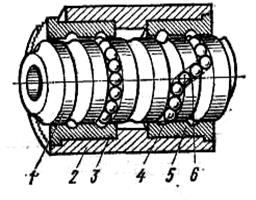
Гидростатические направляющие создают масляную подушку по всей площади контакта. Их выполняют незамкнутыми и замкнутыми. Рассмотрим принцип действия гидростатических направляющих (рис. 3. 100). От насоса 1 масло подается через дроссель 2 с постоянным сопротивлением в карман-камеру 3 на направляющей. Из кармана масло вытесняется в зазор h в направляющих. Точность движения узла достигается поддержанием относительного постоянства толщины масляного слоя при изменяющейся нагрузке посредством установки дросселя перед каждым масляным карманом и выполнения направляющих с высокой геометрической точностью. Передача винт-гайка в большинстве приводов подач станков с ЧПУ является последним звеном кинематической цепи. Винт-гайка скольжения здесь практически не используется из-за зазоров в резьбе, большого коэффициента трения и низкого КПД. Передача винт-гайка качения обеспечивает высокую осевую жесткость посредством возможности устранения зазоров, длительно сохраняет первоначальную точность, имеет КПД около 0,9 при полной нагрузке на передачу. Шариковая винтовая пара (рис. 3.101) состоит из винта 1, гаек 3 и 5, шариков 4 и канала 6 возврата шариков. Профиль резьбы выполняют полукруглым или арочным. Канал возврата шариков может быть выполнен в виде трубки, соединяющей первый и последний витки гайки, или в виде вкладыша. Вкладыш вставляют в окно гайки; его каналы соединяют два соседних витка резьбы. Регулирование натяга при арочном профиле резьбы осуществляют подбором диаметров шариков. При полукруглом профиле резьбы натяг регулируют поворотом гайки 3 относительно гайки 5 при их неизменном осевом положении. Обе гайки имеют наружные зубчатые венцы с разницей в числе зубьев на единицу. Корпус 2, в который вставляют гайки, имеет венцы внутреннего зацепления. Поворот обеих гаек в одну сторону на один зуб вызывает их относительный поворот на
одной гайки относительно другой.
Рис. 3. 102. Схема гидростатической Рис. 3. 103. Электромагнитная передачи винт-гайка многодисковая муфта
Гидростатическая передача винт-гайка (рис. 3. 102) работает в условиях жидкостного трения, Износ винта и гайки при этом практически отсутствует. КПД передачи равен 0,99, передача фактически беззазорная. Но в сравнении с передачей винт-гайка качения рассматриваемая передача имеет несколько меньшую жесткость и несущую способность масляного слоя. Рассмотрим принцип действия гидростатической передачи. Масло от насоса 6 через фильтр 5, дроссели 3 и 4 постоянного давления, определяемого настройкой переливного клапана 7, отверстия 2 и 9 попадает в карманы 1 и 10; сливается масло через зазоры в резьбе и отверстие 8. Разность давлений в карманах 1 и 10 обеспечивает восприятии осевой нагрузки слоями масла. Электромагнитные муфты используют в приводах скорости резания, подач и вспомогательных перемещений для получения автоматических циклов обработки. Муфта (рис. 3. 103) состоит из корпуса 1 с катушкой 2 и токоподводящим кольцом 3, пакета фрикционных магнитопроводящих дисков 5 и 6, работающих со смазкой, якоря 7 и общей втулки 8. Внутренние диски 6 расположены на эвольвентных шлицах втулки 8, наружные диски 5 зацепляются с поводком 4 - соединительной деталью механизма, в котором используется муфта. При подаче напряжения на катушку 2 магнитный поток замыкается по контуру Ф, якорь и панель дисков притягиваются к полюсам корпуса 1 и между сжатыми дисками возникает фрикционное сцепление. В этом случае движение с вала, на котором посажена втулка 8, передается через внутренние и наружные диски на поводок 4. При отключении напряжения диски расцепляются под действием упругих наружных дисков. Электромагнитные муфты обеспечивают быстрый разгон (реверс) механизмов под нагрузкой, интенсивное торможение, четкое переключение передач; они отличаются надежностью и долговечностью. Наиболее универсальными в применении к металлорежущим станка являются многодисковые электромагнитные муфты серий ЭМ и ЭТМ. Точность позиционирования системы ЧПУ во многом зависит от точности срабатывания электродвигателей. Поэтому в приводах подач современных станков применяют быстродействующие регулируамые высокомоментные силовые шаговые, реактивные и постоянного тока электродвигатели.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 доли окружности, где z и z-1 – числа зубьев наружных венцов. Натяг можно регулировать, смещая также одну из гаек в осевом направлении с помощью прокладок, при отсутствии поворота
доли окружности, где z и z-1 – числа зубьев наружных венцов. Натяг можно регулировать, смещая также одну из гаек в осевом направлении с помощью прокладок, при отсутствии поворота