|
|
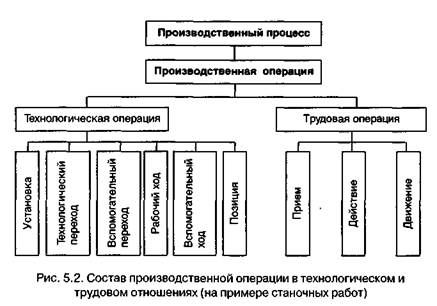
Структура производственной операцииБольшинство задач, связанных с НОТ, решается исходя из информации, получаемой в результате исследований трудовых процессов. При организации труда наибольшее значение имеют две задачи, связанные с исследованием трудовых процессов. Первая состоит в определении фактических затрат времени на выполнение элементов операций (трудовых движений, действий, приемов и т.п.); вторая — в установлении структуры затрат времени на протяжении рабочей смены или ее части. Выбор конкретных методов изучения рабочего времени во многом зависит от: • содержания самого производственного процесса; • степени механизации труда рабочего; • типа производства; • формы организации труда на рабочем месте (индивидуальная, бригадная, многостаночная); периодичности повторения и длительности цикла производственного процесса (циклического, периодического, непрерывного). Исследование трудовых процессов должно проводиться с учетом того, что время выполнения каждого элемента операции или определенного вида работ зависит от множества организационно-технологических и психофизических факторов,' которые обычно не поддаются полному контролю. В частности, измерение длительности одного и того же элемента операции в одних и тех же случаях дает ряд величин, в большинстве случаев не совпадающих друг с другом, т.е. результаты данного измерения будут составлять вариационный ряд. Вследствие этого для получения достоверных выводов о длительности элементов операций и структуре затрат рабочего времени должны использоваться такие методы организации и обработки наблюдений, которые позволяют учитывать вероятностный характер исследуемых процессов. Для получения необходимой информации с минимальными затратами весьма важно обоснование количества наблюдений. Учитывая все вышесказанное, приступать к исследованию трудовых процессов следует с разбиения их на отдельные операции. Следующий шаг в методологическом анализе трудовых процессов — разбиение трудовых операций на определенные части (элементы) и измерение времени, затрачиваемого на них. Выполнению этой задачи исследователю поможет во-первых, выделение составных частей технологического и трудового процессов, во-вторых, изучение трудовых движений, в-третьих, классификация затрат рабочего времени. Операция характеризуется постоянством предмета труда, рабочего места и исполнителей. При изменении двух последних условий работа над одним предметом труда делится на отдельные операции. Например, изготовление детали станочником на одном станке является операцией, состоящей из ряда элементов (переходов): черновая, чистовая обточка, нарезка резьбы и т.п. Если эти элементы по изготовлению детали будут выполняться на разных станках, управляемых разными рабочими, то выполнение каждого из элементов станет самостоятельной операцией. Производственная операция — это часть производственного процесса, осуществляемая одним рабочим (или группой) на одном рабочем месте, охватывающая все их действия по выполнению единицы заданной работы над одним предметом труда. В свою очередь, производственную операцию можно рассмотреть с технологической стороны, тогда технологическая операция — это процесс воздействия рабочего органа машины, инструмента на предмет труда, в результате которого достигается определенная цель его технологической обработки или изменение состояния. Как правило, операция — объект технического нормирования. Однако в тех случаях, когда расчленить производственный процесс на регулярно повторяющиеся операции невозможно, объектом нормирования может быть комплекс операций или группы однородных работ (обслуживание производства). Комплекс операций — это группа операций по изготовлению одного изделия на одном производственном участке при неизменном составе исполнителей. Например, ремонт уникального станка комплексной бригадой. Производственная операция в свою очередь подразделяется: в технологическом отношении — на переходы (технологический, вспомогательный), установку, проходы (рабочий и вспомогательный), позицию. В составе производственной операции можно выделить вспомогательную операцию, при которой не меняется форма и физическое состояние предмета, а осуществляется необходимая подготовка к процессу технологического воздействия на него или размещение предмета труда. При рационализации работы вспомогательные операции устраняются, тогда как технологические операции, отдельные их элементы объединяются за счет применения более совершенных технических средств работы; в трудовом отношении — на трудовые приемы, трудовые действия, трудовые движения. Структура операции как часть трудового процесса длительное время являлась предметом дискуссий, которые и сейчас нельзя считать завершенными. Воспользуемся взятой из [5, с. 51] структурой производственной операции (рис. 5.2).
Установка — часть операции, выполняемая при одном положении (креплении) детали. Установка может состоять из одного или нескольких переходов. Каждое положение детали на станке при одном ее закреплении называют позицией детали. Технологический переход — это технологически однородная часть операции, в результате которой происходит только одно технологическое изменение предмета труда, выполненное при одном режиме работы оборудования (температура, давление, режим) и неизменном инструменте. При механической обработке под одним технологическим изменением (переходом) понимается обработка одной поверхности, например, черновая обточка заготовки, нарезка резьбы и т.д. Характерная особенность перехода — возможность его выделения из общего процесса обработки и выполнения на другом станке как самостоятельной операции. При ручных работах под переходом понимается часть операции по обработке определенной поверхности одним инструментом или одно сочленение двух или нескольких сборочных единиц (деталей) при помощи одних и тех же инструментов, приспособлений. При аппаратных процессах переход — это часть операции, соответствующая периоду выдержки при определенном режиме (тем- пература, давление), периоду доведения режима до определенных параметров. Например, операцию отжига металла можно разделить на следующие переходы: нагрев до определенной температуры; период выдержки при данной температуре; период охлаждения заготовки в печи до температуры, предусмотренной технологией. Вспомогательный переход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождающегося изменением формы, размеров, чистоты поверхности или свойств заготовки, но необходимого для выполнения рабочего хода. При некоторых работах операции, кроме переходов, могут делиться на рабочий и вспомогательный ходы. Рабочий ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождающегося изменением формы, размеров, чистоты поверхности, или свойств заготовки. Вспомогательный ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождающегося изменением формы, размеров, чистоты поверхности, или свойств заготовки, но необходимого для выполнения рабочего хода. Позиция — это фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной операции. Расчленение на установки и проходы в настоящее время принимается в основном при механической обработке материалов (металла, дерева и др.). Трудовое движение — это однократное перемещение рабочего органа человека (руки, ноги, корпуса и т.д.). Например, «протянуть руку к инструменту», «взять (захватить) инструмент». Трудовое действие — это логически завершенная совокупность трудовых движений, выполняемых без перерыва рабочими органами человека при неизменных предметах и средствах труда. Например, «включить продольную подачу суппорта», «взять инструмент», «положить деталь». Трудовой прием — законченная совокупность трудовых действий работника, характеризуемая определенным целевым назначением и представляющая собой технологически завершенную частьоперации из несколькихтрудовыхдействий. Например, прием «установить деталь в патроне токарного станка» имеет определенное и законченное целевое назначение: подготовить заготовку к обработке с креплением в патроне. Он включает следующие действия: поднести деталь к патрону и вставить ее в патрон. Трудовые приемы в зависимости от назначения подразделяются на основные (технологические) и вспомогательные. Основные элементы трудового процесса — это трудовые приемы, охватывающие совокупность трудовых действий, состоящих из трудовых движений. Самые универсальные элементы трудового процесса — трудовые движения. Универсальность трудовых движений и действий определяет их высокую повторяемость. Так, при укладке мармелада в лотки трудовое действие «взять мармелад» повторяется за смену 4550 раз. Для изучения и анализа трудовых движений необходимо знать их основные характеристики, параметры, которые зависят от вида движений. В этих целях производится классификация трудовых движений. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|