|
|
МЕТОДЫ И ОБЪЕМЫ ИСПЫТАНИЙ КОНТРОЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙИ.1. Строительные организации, ведущие монтаж стальных мостовых конструкций со сварными монтажными соединениями должны проводить испытания технологических проб и контрольных сварных соединений с определением механических характеристик металла шва и околошовной зоны. Испытания технологических проб проводят для проверки и, при необходимости, корректировки применяемых режимов монтажной сварки, проверки качества сварочных материалов, а испытание контрольных сварных соединений - при аттестации для проверки квалификации сварщиков. Для проведения испытаний рекомендуется привлекать специализированные лаборатории научно-исследовательских институтов. И.2. Испытания технологических проб необходимо проводить: - перед началом монтажных работ на каждом новом объекте; - при изменении технологии монтажной сварки (параметров режимов сварки, сварочных материалов, формы подготовки кромок и т.п.); - при поступлении на монтаж каждой новой партии сварочных материалов (флюса, сварочной проволоки и электродов); - по требованию заказчика или проектной организации в случае появления при сварке монтажных соединений опасных дефектов (трещины большой протяженности, хрупкие разрушения швов и т.п.) или большого числа дефектов в сварных швах. Испытания контрольных соединений при аттестации сварщиков проводят перед началом монтажных работ и при ежегодной проверке их квалификации. И.3. Испытания технологических проб выполняют для стыковых соединений металла всех марок и толщин, применяемых в монтажных соединениях мостовых конструкций на данном объекте, если иное не указано в проектно-технологической документации. Испытания контрольных стыковых сварных соединений проводят в соответствии с Правилами аттестации сварщиков и специалистов. В комплекс испытания включаются: а) по металлу шва - определение предела текучести s т , временного сопротивления s в и относительного удлинения d 5 ; б) по сварному соединению - определение временного сопротивления, угла статического загиба, ударной вязкости по оси шва и по линии сплавления KCV и измерения твердости HV . На макрошлифах для замера твердости, вырезанных из технологических проб, проверяется обеспечение требуемого проектом провара соединяемых деталей, коэффициент формы провара и твердости HV . И.4. Соединения для испытаний изготавливаются из металла той же марки и сочетания тех же толщин, что применяются в монтажных соединениях мостовых металлоконструкций. При заказе стальных мостовых конструкций с цельносварными стыками должны быть оговорены особые условия поставки, а именно: завод-изготовитель в комплекте с основными конструкциями поставляет пластины листового проката шириной 400-500 мм и длиной 700-1000 мм; начальные и выводные планки; сборочные скобы. Поставляемый технологический металлопрокат сопровождается сертификатами. При вырезке пластин необходимо, чтобы направление прокатки металла было поперек сварного шва. Для стыковых соединений контрольные образцы сваривают из листа одной из толщин для каждой группы: I - 10; 12; 16 мм ; II - 20; 25 мм ; III - 32; 40 мм. И.5. Сварку технологических проб и контрольных соединений производят в реальных климатических условиях монтажа по принятой на строительстве технологии сварки в присутствии представителей службы главного сварщика, строительной лаборатории или руководителя сварочных работ. Сварное контрольное соединение должно быть осмотрено, замаркировано, проконтролировано УЗД. Образцы, имеющие в шве дефекты (поры, шлаковые включения, непровары, подрезы, трещины), а также несовпадение плоскостей листов в сварном соединении или стрелу поперечного изгиба образца на базе 200 мм свыше 10 % толщины сваренных листов, к изготовлению образцов для испытаний не принимаются. По фактусварки технологических проб составляется акт, с указанием типа сварного соединения, вида сварки, использованных материалов, фамилий и квалификации сварщика. И.6. Изготовление образцов для испытаний проводят в специализированных лабораториях научно-исследовательских и производственных организаций.
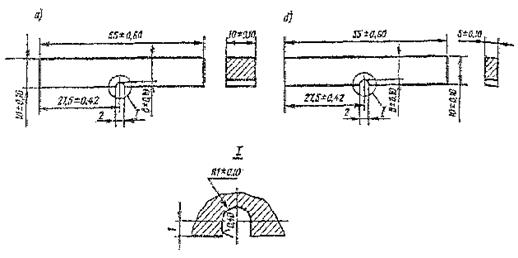
Рис. И.1. Схема вырезки образцов из стыкового соединения: 1 - ударные; 2 - макрошлифы; 3 - цилиндрические; 4 - плоскоразрывные; 5 - гибовые И.7. Для определения механических свойств сварных соединений изготавливают образцы согласно ГОСТ 6996. По каждому виду испытаний должно быть изготовлено не менее 3 образцов, а для испытаний на ударный изгиб - по 6 образцов с надрезом по оси шва и по линии сплавления. И.7.1. Для испытания на статическое растяжение изготавливают: - цилиндрические образцы I и II типа (рис. И.2, табл. И.1); - плоские образцы - XII и XIII (рис. И.3, табл. И.2).
Таблица И.1 Размеры в миллиметрах
Таблица И.2 Размеры в миллиметрах
Рис. И.3. Образцы для определения равнопрочности сварного соединения при растяжении: а - XII типа; б - XIII типа И.7.2. На статический изгиб с поперечным швом изготавливают образцы XXVII или XXVIII типа (рис. И.4, табл. И.3):
Рис. И.4. Образец для испытания сварного соединения на статический изгиб Таблица И.3 Размеры в миллиметрах
И.7.3. На ударный изгиб при заданной в проектной документации температуре испытаний изготавливают образцы VI или VII типа (рис. И.5), а также образцы IX и X типа (шарпи), если это оговорено в проектной документации.
Рис. И.5. Образцы для испытания металла шва, зоны термического влияния (в различных участках) на ударный изгиб: а - для металла шва толщиной 10 мм и выше; б - для металла шва толщиной менее 10 мм Надрезы на образцах располагают по оси шва и по линии сплавления со стороны облицовочного прохода в шве, выполненном односторонней сваркой, или со стороны, заваренной последней при двусторонней сварке. Разметку для нанесения надреза производят по макрошлифам, изготовленным на боковых гранях заготовки сечением 10х10 (5х10) мм, обработанным шлифованием с чистотой поверхности не ниже Ra 0,4. Надрез выполняется прошедшими проверку в Мостовой инспекции фрезами со специально заточенным профилем зубьев, соответствующим указанным в ГОСТ 6996 параметрами. Чистота поверхности надреза не должна быть ниже Ra 0,4. Выполнение надреза способами, не обеспечивающими требуемую чистоту поверхности, не допускается. При сварке вертикальных стыковых соединений с принудительным формированием шва надрезы в образцах располагают вдоль толщины листа (см. рис. 15 ГОСТ 6996). При разметке и выполнении надреза по линии сплавления необходимо следить, чтобы основание надреза упиралось в линию сплавления шва с основным металлом на глубине 2 мм от верхней плоскости образца, на его обеих боковых гранях. И.7.4. Для изготовления макрошлифов и замеров твердости металла сварного соединения вырезают темплеты, включающие металл шва, околошовную зону и основной металл (рис. И.6).
Рис. И.6. Образцы для определения твердости сварного соединения И.8. Перед испытанием все образцы должны быть тщательно осмотрены, замерены и замаркированы. На образцах не допускаются дефекты сварки, несоответствие требуемой чистоте обработки, отступлений по размерам, перекос захватных частей, изгиб образца. Образцы с дефектами бракуются и заменяются новыми. Маркировку следует наносить на торцевые части образца, вне их рабочей зоны. И.9. Испытание образцов производится по соответствующим стандартам: - на статическое растяжение при нормальной температуре - ГОСТ 497; - на статический изгиб - ГОСТ 14019; - на ударный изгиб - ГОСТ 9454. Испытания на ударный изгиб допускается производить для каждой исследуемой зоны сварного соединения лишь при расчетной отрицательной температуре, принимаемой по п. 1.39 СНиП 2.05.03-84. Результаты испытаний следует считать положительными, если значения ударной вязкости при расчетной отрицательной температуре всех испытанных образцов соответствуют нормативным требованиям (не ниже 30 Дж/см2), а площадь излома с волокнистым строением не ниже 50 %. И.10. Испытания образцов сварных соединений считаются недействительными: - при разрыве образца по кернам (рискам), если при этом какая-либо характеристика по своей величине не отвечает установленным требованиям; - при разрыве образца в захватах испытательной машины или за пределами расчетной длины (при определении относительного удлинения); - при образовании двух и более мест разрыва; - при разрыве образца по дефекту; - при обнаружении ошибок в проведении испытаний или записи результатов испытаний. В указанных случаях испытание должно быть повторено на изготовленных от той же партии образцах. Количество дополнительных образцов должно соответствовать числу недействительных испытаний. При удовлетворительных результатах испытаний (по нормативным требованиям к механическим свойствам) наличие шлаковых включений, пор в изломе образца не является браковочным признаком. Наличие трещин в изломе образца при всех условиях является браковочным признаком. И.11. При неудовлетворительных результатах испытаний по некоторым показателям свойств или образцов испытания повторяются на удвоенном количестве образцов. Если и при этом результаты испытаний неудовлетворительные, сварные соединения должны быть забракованы, установлены причины отклонений путем проверки качества основного металла, флюса, сварочной проволоки, порошковой проволоки и электродов. И.12. Измерение твердости производится по Виккерсу ( ГОСТ 2999) или по Роквеллу (ГОСТ 9013) на приборах, прошедших Госповерку. Чистота обработки поверхностей макрошлифов не должна быть ниже Ra 0,10 при измерении по Виккерсу и не ниже Ra 1,6 при измерении по Роквеллу. Замеры твердости следует проводить по схемам, приведенным на рис. 6; число точек по намеченным линиям при замерах твердости каждой зоны (шва, зоны термического влияния, включая линию сплавления, основного металла) должно быть не менее четырех. И.13. В необходимых случаях производится проверка химического состава металла сварных швов. Методы отбора проб для определения химического состава установлены ГОСТ 7122. Проба для определения химического состава может быть взята из любой части шва на расстоянии не менее 40 мм от начала шва, не менее 80 мм от конца шва и на расстоянии 2,5-3 мм от линии сплавления шва. Перед взятием пробы поверхность металла должна быть тщательно очищена от противокоррозионных покрытий, масла, ржавчины, окалины и других загрязнений. Отбор проб может проводиться сверлением, строганием или фрезерованием. При этом следует пользоваться сухим и чистым инструментом, который не должен выкрашиваться. Стружка при отборе проб должна быть как можно мельче; брать ее надо в количестве 50 г. Химический анализ металла сварных швов производится в соответствии с ГОСТ 12344 - ГОСТ 12365, ГОСТ 22536.0 - ГОСТ 22536.12 или спектральным анализом по ГОСТ 22536.0. Спектральный анализ химического состава металла шва выполняется на макрошлифах из испытываемого сварного соединения, по измерениям, проведенным в средней части поперечного сечения сварного шва. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 При вырезке заготовок образцов для испытаний из сварного соединения концевые участки шва длиной 40 и 80 мм, соответственно в начале и конце шва, для изготовления образцов не используют (рис. И.1). При вырезке заготовок для образцов механическим способом с минимальными припусками на обработку должно соблюдаться условие, чтобы нагрев испытуемой части образца не превышал 100 ° С. При вырезке заготовок для образцов газовой резкой необходимо предусматривать припуски под последующую механическую обработку, исключающие влияние теплового воздействия на испытуемую часть образца и принимаемые не менее двух толщин металла контрольного образца. Усиление шва стыкового контрольного соединения снимается заподлицо с основным металлом механическим способом и направлением рисок поперек шва.
При вырезке заготовок образцов для испытаний из сварного соединения концевые участки шва длиной 40 и 80 мм, соответственно в начале и конце шва, для изготовления образцов не используют (рис. И.1). При вырезке заготовок для образцов механическим способом с минимальными припусками на обработку должно соблюдаться условие, чтобы нагрев испытуемой части образца не превышал 100 ° С. При вырезке заготовок для образцов газовой резкой необходимо предусматривать припуски под последующую механическую обработку, исключающие влияние теплового воздействия на испытуемую часть образца и принимаемые не менее двух толщин металла контрольного образца. Усиление шва стыкового контрольного соединения снимается заподлицо с основным металлом механическим способом и направлением рисок поперек шва. Рис. И.2. Образец для испытания металла шва на статическое растяжение
Рис. И.2. Образец для испытания металла шва на статическое растяжение