|
|
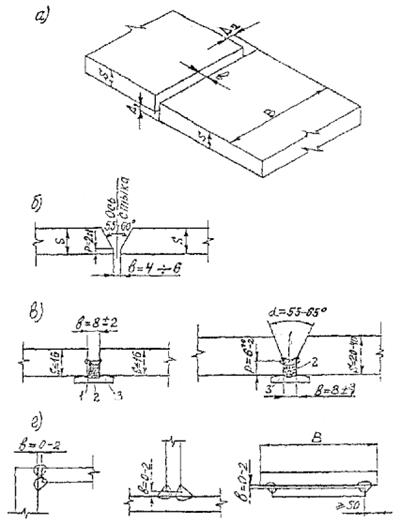
Сборка конструкций под сварку6.4. Подлежащие сварке кромки листов должны быть прямолинейными. Вертикальное смещение стыкуемых кромок из плоскости соединения (депланация D 1 ) не должно превышать 10 % толщины металла, но не более 2 мм (рис. 9 ,а) - для соединений, выполняемых двусторонней сваркой, и не более 1 мм - для соединений, выполняемых односторонней сваркой. Устранение депланации производят в процессе сборки соединения под сварку при помощи скоб и клиньев, домкратов и других приспособлений, а также термической и термомеханической правкой.
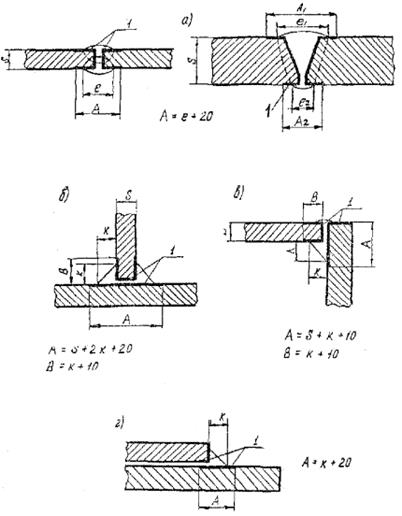
Рис. 8. Зачистка кромок и поверхности металла перед сваркой соединений: а - стыковых; б - тавровых; в - угловых; г - нахлесточных; 1 - зоны зачистки
Рис. 9. Допуски при сборке соединений под сварку: а - стыковое; б - стыковое с V -образной разделкой кромок; в - стыковое под сварку с металлохимической присадкой; г - угловое, тавровое, нахлесточное; D - уступ по торцам кромок; b - зазор; р - притупление; 1 - прихватка; 2 - металлохимическая присадка; 3 - подкладка Уступы D 2 (рис. 9,а) в плоскости соединения по торцам листов для свободных кромок, например, поясов двутавровых и коробчатых балок без примыкания к ним ребристых или ортотропных плит не должны превышать 3 мм - для поясов шириной до 400 мм и D £ 4 мм - для поясов шириной более 400 мм. Уступы D 2 (рис. 9,а) кромок по торцам листов в соединениях, входящих в замкнутый контур, например, поясов балок и коробок, примыкающих встык к ребристым и ортотропным плитам не должны превышать 2 мм. 6.5. Зазоры в стыковых соединениях при ручной дуговой сварке должны быть 4-6 мм (рис. 9,б). При сборке стыковых соединений под автоматическую сварку под флюсом с МХП рекомендуется зазор 8 мм с допуском ±2 мм (рис. 9,в). Допуски на сборку угловых, тавровых и нахлесточных соединений приведены на рис. 9,г. 6.6. В стыковых односторонних соединениях, выполняемых на различных типах подкладок, зазор между подкладкой и плоскостью свариваемых листов не должен превышать 0,5 мм. Подкладки рекомендуется прижимать к свариваемым листам струбцинами, домкратами и другими приспособлениями, не требующими приварки их. Использовать привариваемые скобы с клиньями для крепления подкладок не рекомендуется. 6.7. Для обеспечения требуемого качества сварных соединений элементы должны быть собраны с допусками, не превышающими указанных в пп. 6.4- 6.6 и на рис. 9. В комбинированных стыках сборку соединений под сварку выполняют с помощью проектных высокопрочных болтов. В стыках, не определяющих геометрию конструкции, при необходимости выведения проектного зазора в стыке или ликвидации уступов допускается использовать разность диаметров болтов и отверстий, которая, например, для болтов М22 может быть 25-22 = 3 мм или 28-22 = 6 мм. В этом случае точное совмещение отверстий сборочными пробками исключается, или эти пробки протачивают до диаметра болта. В узлах, где фрикционные болтовые соединения определяют геометрию пролетного строения в плане и профиле, сборочные пробки допускается удалять до начала сварки при условии установки всех болтов и затяжки их на усилие, равное 70-80 % расчетного. В цельносварных стыках при их сборке пользуются струбцинами, домкратами, стяжками, распорками и, в порядке исключения, приварными скобами или упорами с клиньями. Скобы и упоры приваривают, к элементам пролетного строения односторонними угловыми швами катетом не более 6 мм. Впоследствии приспособления удаляют газокислородной резкой без углубления в основной металл с тщательной зачисткой мест приварки абразивным инструментом заподлицо с поверхностью металла или с заглублением в него не более 0,5 мм. 6.8. Закрепление собранных и выверенных конструкций в проектном положении производится большей частью посредством электроприхваток. В последующем при сварке прихватки должны полностью проплавляться. Размеры прихваток должны быть: - для стыковых соединений, выполняемых ручной дуговой сваркой, - толщина 3-4 мм, ширина 6-8 мм, длина 40-80 мм; - для стыковых соединений, выполняемых автоматической сваркой, - толщина 4-8 мм, ширина 8-10 мм, длина 50-100 мм; - для угловых, тавровых и нахлесточных соединений - катет не более 50 % катета углового шва, но не более 4 мм, длина 50-80 мм. Расстояния между прихватками принимают 250-300 мм для металла толщиной до 20 мм и 300-400 мм для проката большей толщины. Крайние прихватки следует располагать на расстоянии не менее 100 и не более 200 мм от концов деталей с обеих сторон. При необходимости более прочного закрепления собираемых элементов допускается увеличение длины и количества прихваток. При сборке стыковых соединений под сварку с металлохимической присадкой прихватки следует ставить после заполнения зазора присадкой на половину толщины листа при ее значении до 16 мм включительно и на высоту 8 мм при толщине листа 20-40 мм. К металлу прихваточных швов предъявляются такие же требования, как и к металлу основных швов. Прихватки выполняются вручную: в стыковых соединениях электродами типа Э50А, в угловых, тавровых и нахлесточных соединениях - Э42А. Диаметр электродов 4 мм, ток постоянный обратной полярности (минус на изделии). 6.9. При сборке под автоматическую и полуавтоматическую сварку по концам соединений к свариваемым элементам необходимо прикреплять выводные планки. В стыковых соединениях с разделкой кромок, а также в угловых, тавровых и нахлесточных соединениях следует применять разъемные (сборные) выводные планки (рис. 10, а, б, в). Тип разделки кромок на свариваемых листах и выводных планках должен быть одинаковым. При автоматической сварке стыковых соединений с металлохимической присадкой для свариваемого металла толщиной до 16 мм рекомендуется применять цельные с зазором выводные планки (рис. 10,г). Приварку выводных планок к свариваемым деталям производят по одной (верхней) плоскости и двум торцевым кромкам. Сварка ручная, электродами типа Э42А, Э50А. Допуски на точность установки планок такие же, как для свариваемых деталей. Выводные планки должны изготавливаться и поставляться заводом-изготовителем мостовых металлоконструкций из стали марок, примененных в основных конструкциях. После сварки и контроля качества соединения планки удаляют газокислородной резкой с последующей зачисткой кромок абразивным инструментом. Не допускается отбивать планки ударами кувалды или отламывать посредством механических усилий. При сварке двухлистовых пакетов, если ширина листов в пакете одинакова, выводные планки имеют вышеприведенные размеры и привариваются к каждому листу пакета в отдельности. Если верхний лист пакета имеет меньшую ширину, то обычные планки приваривают только к нижнему, более широкому листу, а к верхнему приваривают наклонные бортовые планки из листа толщиной 12 мм, повторяющие профиль разделки кромок. Бортовые планки приваривают с обеих сторон горизонтальными и вертикальными швами, причем со стороны сварки швы зачищают заподлицо с основным металлом. Длина бортовых планок может быть меньше ширины свеса нижнего листа, но не менее 100 мм для автоматической и 50 мм для ручной сварки (рис. 10,е). Если верхний лист пакета имеет большую ширину, чем нижний, то обычные планки приваривают к верхнему листу, а бортовые наклонные из листа толщиной 12 мм - к нижнему по вышеприведенной технологии (рис. 10,д). По окончании сварки оба типа планок удаляют газокислородной резкой с последующей зачисткой металла.
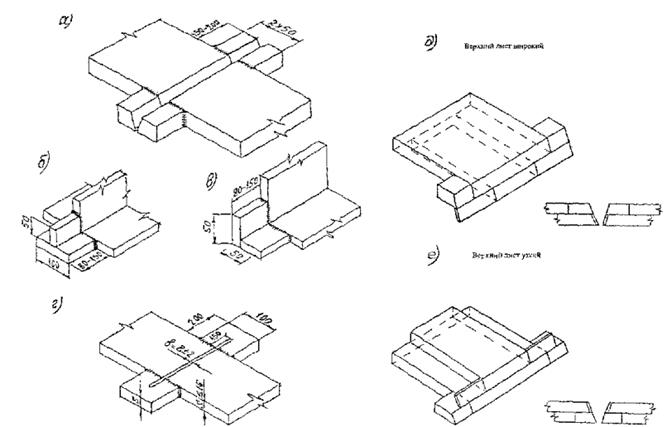
Рис. 10. Выводные планки: а, б, в - разъемные (сборные) для стыковых тавровых и угловых соединений; г - цельные сзазором для сварки с металлохимической присадкой при толщине свариваемых листов до 16 мм; д, е - для двухлистовых пакетов 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|