|
|
Логистические цепи производства
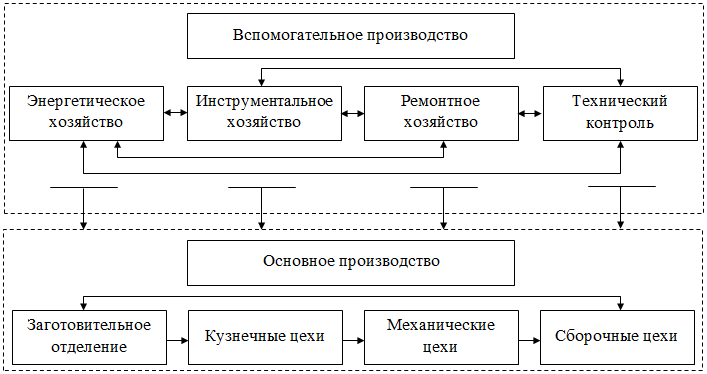
Логистические цепи на промышленном предприятии представляют собой взаимосвязь основного и вспомогательного производств при решении комплекса задач, направленных на ритмичный выпуск конечной готовой продукции, и одновременно на формирование автономности в каждом из производств с позиции управления, планирования и организации технологического процесса изготовления соответствующей продукции. В основном производстве первым звеном логистической цепи являются снабженческие склады материально-технических ресурсов, а заключительным — цех окончательной сборки конечной готовой продукции. В общем виде движение материальных ресурсов в основном производстве имеет следующую последовательность: материалы со складов поступают в заготовительное отделение; заготовки — в кузнечные и механообрабатывающие цехи; материалы, заготовки, поковки и штамповки — в механические цехи; детали, покупные готовые и комплектующие изделия — в сборочные цехи. Одновременно все цехи основного производства потребляют орудия труда, часть из которых закупается на предприятиях-изготовителях, специализирующихся на производстве оборудования, станочного парка и инструментария. Логистические цепи вспомогательного производства объединяют движения материальных ресурсов в энергетическом, ремонтном, инструментальном хозяйстве и подразделениях, осуществляющих технический контроль качества выпускаемой промежуточной и конечной готовой продукции. Одновременно вспомогательное производство связано логистическими цепями с основным производством в части обеспечения его энергетическими ресурсами, обслуживанием и ремонтом станочного парка, инструмента, средств технического контроля качества продукции. В свою очередь, вспомогательное производство, как и основное, потребляет оборудование, инструмент, технологическую оснастку, часть из которых приобретается на стороне. Таким образом, производственное предприятие имеет многоканальную логическую цепь, состоящую из локальных цепей, призванных обеспечивать производственные подразделения широкой номенклатурой материально-технических ресурсов. В общем виде взаимосвязь логистических цепей основного и вспомогательного производства представлена на рис. 6. Управление логистическими цепями предусматривает учет общей обеспеченности промышленного предприятия в материальных ресурсах — в основном производстве, при отпуске на вспомогательные цели, в случае замены одного материала на другой. Обеспеченность в материальных ресурсах фиксируется по календарным дням месяца, квартала и соответствующим им рабочим суткам. При этом данный учет осуществляется по всей номенклатуре материально-технических ресурсов (орудий труда и предметов труда), потребляемых промышленным предприятием: производственное оборудование, технологическая оснастка, инструментарий, различные приспособления, основные и вспомогательные материалы, полуфабрикаты, готовые и комплектующие изделия, запасные части.
Рис. 6. Многоканальность логистической цепи производства
Процесс движения данной номенклатуры материально-технических ресурсов на предприятии достаточно сложен, поэтому его координация крайне необходима. При этом она начинается с подготовки производства, которая заключается в определении межцеховых маршрутов движения материалов, заготовок, деталей, полуфабрикатов, узлов и агрегатов; разработке технологических процессов, норм и нормативов расхода материальных ресурсов, форм и методов организации производственных процессов; проектировании оснастки и приспособлений, их изготовлении, наладки и внедрения в технологические процессы. В организационном отношении наиболее сложными являются логистические цепи в механических цехах, так как, во-первых, в этих цехах используется широкая номенклатура материалов, применяемых в технологических процессах и доставляемых с различных заводских складов; во-вторых, в данных цехах изготовляют значительную номенклатуру деталей, отличающихся многооперационностью обработки, поэтому возникает необходимость наличия определенных заделов (запасов) материалов, заготовок и деталей между операциями. Движение материальных ресурсов и деталей в механических цехах имеет одновременно последовательный, параллельный и последовательно-параллельный характер, который зависит от партии запускаемых в производство деталей. В организации логистической цепи литейного производства транспортно-складская составляющая имеет первостепенное значение. Соответственно, литейные цехи вследствие специфики производственного процесса изготовления отливок располагают разветвленной сетью складских помещений. Хранение в них материалов организуется с таким расчетом, чтобы обеспечить минимум складских операций и максимально оптимизировать подготовку материалов перед выдачей их в производство. Значительный грузооборот литейных цехов обусловливает необходимость особого внимания к вопросам организации транспортных и погрузочно-разгрузочных работ. Для обслуживания литейных цехов используется автомобильный и железнодорожный транспорт, а основными видами внутрицехового транспорта являются конвейерные устройства, рольганги, электромостовые краны, тельферы, пневматические транспортные устройства. Что касается материально-технического снабжения как составляющей логистической цепи, то литейные цехи потребляют ограниченную номенклатуру материальных ресурсов, а количество поставщиков сырья и материалов значительно меньше, чем в логистических цепях механических цехов. Значительная металлоемкость кузнечного производства в сочетании с высокой производительностью оборудования обусловливают большой грузооборот. Однако постоянство и прямолинейность маршрутов перевозок, малооперационность технологических процессов обуславливают организацию простейших вариантов по протяженности и по количеству звеньев логистических цепей в кузнечных цехах. Единственное есть необходимость в значительных складских помещениях, предназначенных для хранения материалов и штампов. На большинстве машиностроительных предприятий процесс производства завершают сборочные цехи. Логистические цепи в сборочных цехах носят достаточно сложный характер организации по нескольким основным причинам: • во-первых, поступление деталей, узлов и агрегатов в сборочные цехи должно осуществляться в строго определенные сроки из многочисленных производственных подразделений машиностроительного предприятия, следовательно, возникает необходимость в четкой координации процесса товародвижения; • во-вторых, значительная номенклатура и объемы доставляемых в сборочные цехи деталей, узлов и агрегатов, изготовляемых на машиностроительном предприятии, требуют согласованных действий транспортного хозяйства и складской системы; • в-третьих, часть комплектующих изделий поступает на сборочные участки цехов по кооперации с предприятий-изготовителей (поставщиков) на склады отдела комплектации машиностроительного предприятия, поэтому требуется максимальная согласованность между всеми участниками цепи товародвижения; • в-четвертых, сборочные цехи потребляют значительное количество крепежных деталей, которые хранятся на материальных складах этих цехов и должны пополняться, имея необходимый объем запасов, следовательно, возникает проблема оптимизации объемов запасов крепежных деталей; • в-пятых, организация процесса товародвижения между операциями в сборочных цехах и, соответственно, между участками сборочных цехов должны быть четко синхронизированы, исключая возможность простоя оборудования. Довольно сложной является координация логистических цепей при взаимодействии основного и вспомогательного производства. В последнем существуют самостоятельные логистические цепи — в энергетическом, инструментальном и ремонтном хозяйстве, в службе технического контроля качества продукции, которые потребляют значительную номенклатуру материально-технических ресурсов. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|