|
|
Вспомогательная оснастка для сверлильно-фрезерно-расточных работ на станках с ЧПУДля сверлильно-фрезерно-расточных станков с ЧПУ с учетом рекомендаций ИСО и стандарта СЭВ 1858-79 разработан ГОСТ 25827-83: регламентирующий основные размеры хвостовиков инструмента конусностью 7: 24 для станков с ЧПУ. Хвостовик применяют на станках, как с автоматической, так и с ручной сменой инструмента. Для снижения стоимости и ускорения процесса изготовления специального вспомогательного инструмента применяют принцип агрегатирования. Для этой цели широко используют цилиндрическое соединение по ГОСТ 13876-87. Преимуществами такого соединения являются: - универсальность вспомогательного инструмента и его взаимозаменяемость в различных по конструкции станках, включая токарные станки с ЧПУ, агрегатные станки и автоматические линии для массового производства; - снижение стоимости инструмента при изготовлении за счет уменьшения номенклатуры и соответствующего повышения серийности выпуска вспомогательного инструмента с конусом конусностью 7: 24; - снижение расходов на инструмент путем сокращения его количества на участках из станков с ЧПУ; - возможность предварительной наладки осевых размеров инструмента /1/. Высокопроизводительный токарный станок TS46-SMC и фрезерный станок VC-560 являются станками с автоматической сменой инструмента, поэтому используется и вспомогательная оснастка, предназначенная для подобного оборудования. Вспомогательный инструмент компании EROGLU для станков сверлильно-расточной и фрезерной групп выпускается с коническими хвостовиками конусностыо 7:24 и с хвостовиками типа HSK. Инструмент с хвостовиком, имеющим конус 7:24 изготавливают по следующим стандартам: - DIN 2080 для станков с ручной сменой инструмента; Вспомогательный инструмент, выполненный по DIN 2080 можно применять на отечественных станках с конусом шпинделя ПОД хвостовик исполнение 1 по ГОСТ 2582793; - DIN 69871 для станков с автоматической сменой инструмента; Хвостовики инструментов, выполненные согласно ГОСТ 25827-93 исполнение 2 и DIN 69871 полностью взаимозаменяемы; - JIS В 6339 хвостовик MAS 403 ВТ. Вспомогательный инструмент, выполненный по данному стандарту, используется в основном на станках японских производителей и стран Азии. Программа поставок включает в себя различные типы оправок для концевых и насадных фрез, втулки под инструмент с конусом Морзе, патроны цанговые и резьбонарезные, прецизионные гидропластовые патроны, контрольные оправки, патроны с термозажимом и т.д. (рисунок 1.21)
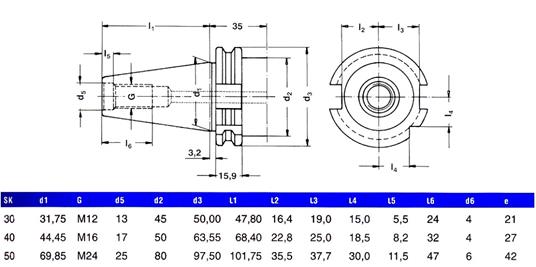
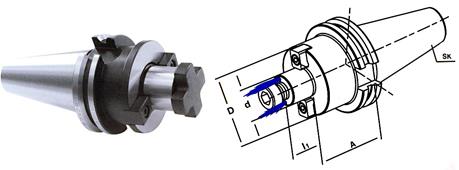
Рисунок 1.21 – Вспомогательный инструмент компании EROGLU для сверлильно-фрезерно-расточных станков с ЧПУ Патроны с хвостовиком по DIN 698931 выпускаются со следующими типоразмерами: HSK32, HSK40, HSK50, HSK63, HSK80 и HSK100. Весь инструмент изготовлен из высокопрочной цементированной стали. Присоединительные поверхности выполнены с высокой точностью. Инструмент отбалансирован: класс точности балансировки G 6,3. По специальному заказу возможна балансировка по G 2,5 при минимальном увеличении стоимости. Типовая оправка для крепления осевого режущего инструмента с конусом Морзе приведена на рисунке 1.22.
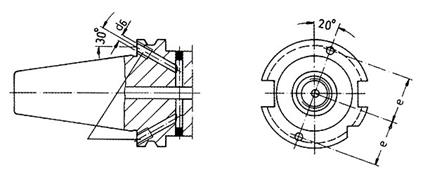
Рисунок 1.22 – Основные размеры оправок компании EROGLU для сверлильно-фрезерно-расточных станков с ЧПУ Для подачи СОЖ в зону резания в корпусе оправок компании EROGLU предусмотрены каналы (рисунок 1.23).
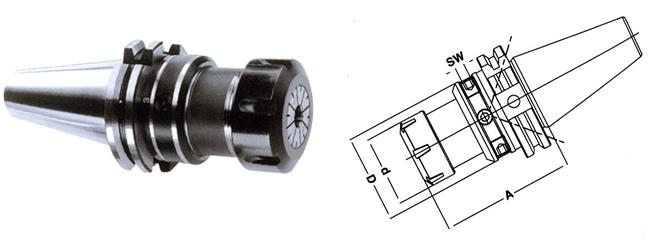
Рисунок 1.23 – Каналы для подачи СОЖ в корпусе оправки компании EROGLU По стандарту DIN 69871 фирмой EROGLU изготовляется вспомогательный инструмент для станков с автоматической сменой инструмента. 1.2.2.1 Цанговые патроны формы AD Цанговый патрон формы AD предназначен для крепления инструмента с цилиндрическим хвостовиком, стандартных сверл, зенкеров, разверток, специальных фрез (рисунок 1.24).
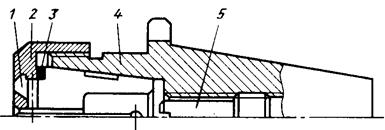
Рисунок 1.24 – Цанговый патрон DIN 6391 Патрон обеспечивает осевое регулирование вылета режущего инструмента в широких пределах за счет надежного крепления в цанге с малым углом наружной конической поверхности и за счет установки упора поз.5(рисунок 1.25). В корпусе патрона размещается разрезная цанга поз.1, которая имеет восемь прорезей с двух сторон и устанавливается в гайке поз.2.
Рисунок 1.25 – Цанговый патрон для инструмента с цилиндрическим хвостовиком Гайка поз.2 имеет на внутренней поверхности кольцевой выступ, который входит в кольцевую оправку цанги. Этим обеспечивается перемещение цанги вдоль оси по направлению к конусу корпуса поз.4 при завертывании гайки поз.2. Промежуточное кольцо поз.3 позволяет снизить потери на трение торцов гайки поз.2 и цангипоз.1. При вывертывании гайки поз.2 цанга поз.1 перемещается в обратном направлении, освобождая режущий инструмент. /1/ Основные размеры цанговых патронов формы AD приведены в таблице 1.4. Таблица 1.4 – Размеры цангового патрона формы AD
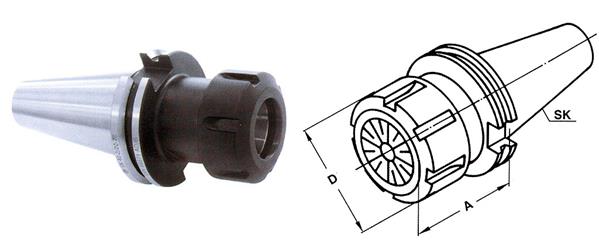
Компанией EROGLU разработаны и другие виды цанговых патронов. Например, рассмотренный ниже патрон имеет похожую конструкцию, однако вариаций размеров у него больше.
Рисунок 1.26 – Цанговый патрон DIN 6499 ER Новинка фирмы – цанговый патрон с возможностью регулировки радиального биения до 50мкм на длине 100мм (рисунок 1.27). Регулировка производится по последовательности, установленной фирмой-производителем.
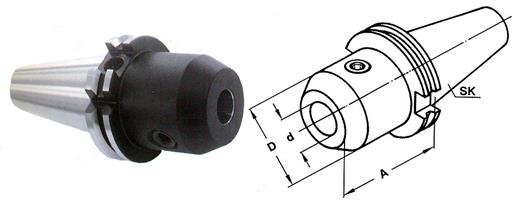
Рисунок 1.27 – Цанговый патрон с возможностью регулировки радиального биения 1.2.2.2 Оправки для сварных типов концевых фрез формы AD Посадочное отверстие оправки для сварных типов концевых фрез формы AD имеет цилиндрическую форму. Предусмотрен винт для крепления режущего инструмента (рисунок 1.28).
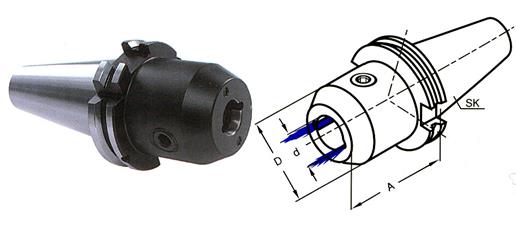
Рисунок 1.28 – Оправка для сварных типов концевых фрез DIN 6359 Усовершенствованная оправка с каналами для подачи СОЖ показана на рисунке 1.29.
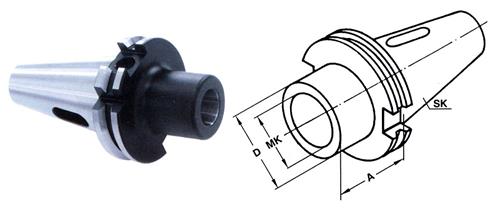
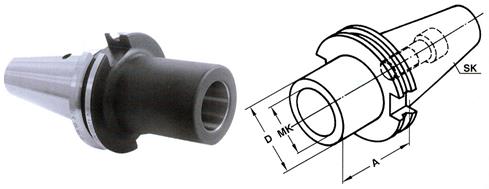
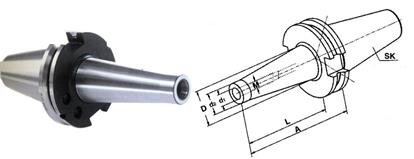
Рисунок 1.29 – Оправка для сварных типов концевых фрез DIN 6359 с каналами для подачи СОЖ 1.2.2.3 Втулки переходные Нерегулируемые переходные втулки предназначены для инструмента с конусом Морзе от 30, 40, 50 (рисунок 1.30).
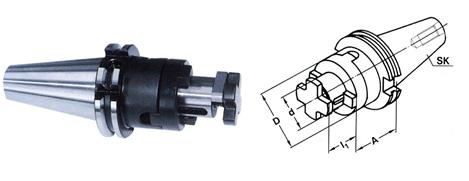
Рисунок 1.30 – Втулка переходная DIN 6383 для инструмента с лапкой и хвостовиком с конусом Морзе Переходные втулки предназначены для крепления концевых фрез (рисунок 1.31)
Рисунок 1.31 – Втулка переходная DIN 6364 для концевых фрез В корпусе поз.1 втулки размещен зажимной винт поз.3, который на переднем конце имеет наружную резьбу, соответствующую резьбе в конусе Морзе, а сзади – резьбу под шомпол зажимного устройства (рисунок 1.32). От поворота зажимной винт удерживает штифт поз.2. Фрезу навинчивают на передний конец винта поз.3 вручную, после чего втулку в сборе с фрезой устанавливают при креплении всего устройства на станке.
Рисунок 1.32 – Втулка для крепления концевых фрез Основные размеры втулок для крепления концевых фрез приведены в таблице 1.5. Таблица 1.5 – Размеры втулок для крепления концевых фрез
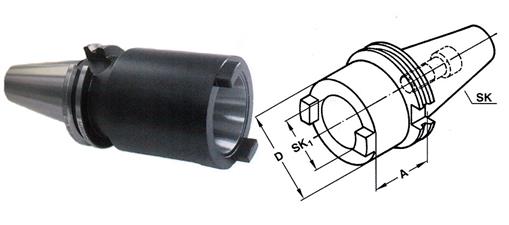
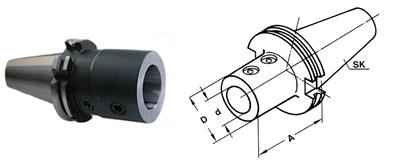
Далее рассмотрена конструкция втулки переходной под конус SK 7: 24 (рисунок 1.33).
Рисунок 1.33 - Втулка переходная под конус SK 7: 24 1.2.2.4 Оправки для торцевых насадных фрез Оправки предназначены для крепления торцевых, трехсторонних, цилиндрических и других фрез с торцовыми или продольными шпонками (рисунок 1.34). Фрезы центрируются наружной цилиндрической поверхностью оправки, упираются в торец оправки, закрепляются болтом и ведутся так называемыми шипами оправки, входящими в пазы корпуса фрезы. На рисунке 1.35 изображена подобная оправка, но предусматривающая подачу СОЖ.
Рисунок 1.34 – Оправка комбинированная DIN 6358 для торцевых и насадных фрез
Рисунок 1.35 – Оправка DIN 6357 для торцевых насадных фрез 1.2.2.5 Оправка для фрез с резьбовой присоединительной частью Такая оправка приведена на рисунке 1.36. Размеры резьбы от М6 до М16 мм.
Рисунок 1.36 – Оправка для фрез с резьбовой присоединительной частью 1.2.2.6 Оправка для расточного инструмента Системой предусмотрена номенклатура расточных оправок для чистовой и черновой обработок. Корпуса имеют центральные цилиндрические отверстия диаметром от 25 до 40 мм. Так же как и в рассмотренных выше держателях формы E1, предусмотрены переходные втулки и два винта для надежного крепления режущего инструмента (рисунок 1.37).
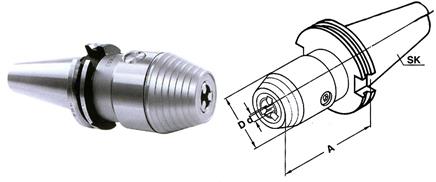
Рисунок 1.37 – Оправка для расточного инструмента формы Е1 1.2.2.7 Патрон сверлильный универсальный для станков с ЧПУ и обрабатывающих центров Сверлильный патрон изображен на рисунке 1.38. Механизм зажима сверла, как у обычной дрели.
Рисунок 1.38 – Патрон сверлильный универсальный для станков с ЧПУ и обрабатывающих центров 1.2.2.8 Быстросменный резьбонарезной патрон Цилиндрический хвостовик метчика закрепляется в муфте, а затем и в патроне. Хвостовик имеет канавку, в которую входят шарики, находящиеся в корпусе – таким образом происходит осевая компенсация, предупреждающая от выкручивания инструмента при больших нагрузках. Быстросменный резьбонарезной патрон с осевой компенсацией и без осевой компенсации изображен на рисунке 1.39 а) и б) соответственно.
Рисунок 1.39 - Быстросменный резьбонарезной патрон а - с осевой компенсацией; б - без осевой компенсации 1.2.2.9 Приводной инструмент Приводной инструмент используется тогда, когда заготовка неподвижна, а требуется получить вращательное движение инструмента – фрез, сверл, расточных резцов. Для станков серии TS используется широкая номенклатура вспомогательного приводного инструмента. Приводной инструмент делится на две группы - радиальный и осевой. Некоторые конструкции инструментов рассмотрены ниже.
Рисунок 1.40 – Патрон радиальный ESX-32
Рисунок 1.41 - Патрон осевой а) ESX-32; б) S2/ESX-32
Рисунок 1.42 - Патрон осевой S1+S2/ESX-32
Рисунок 1.43 – Патрон ESX-20 с возможностью поворота +90/-72 град. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|