|
|
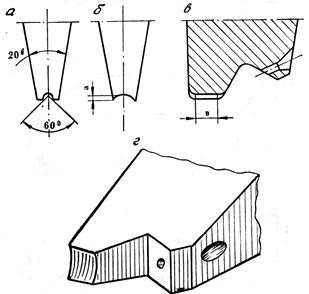
Влияние конструкции инструмента на качество микросоединенийНа качество микросоединений при ультразвуковой сварке оказывают существенное влияние диаметр и длина инструмента, а также место его закрепления в ультразвуковой сварочной головке. На прочность и другие параметры соединений алюминиевой проволоки с окисленным кремнием или кварцем влияют как усилия нагружения на сварочный инструмент, так и амплитуда ультразвуковых колебаний. Максимальная прочность соединений при ультразвуковой сварке алюминиевой проволоки диаметром 0,04 мм с окисленным кремнием или кварцем достигается при усилии нагружения на инструмент 0,3-0,35 Н с амплитудой колебаний 1-1,25 мкм. Амплитуду колебаний микросварочного инструмента при сварке можно измерять с помощью полупроводниковых тензодатчиков, которые наклеиваются вблизи места крепления рабочего инструмента на полуволновой концентратор акустической системы. Регистрация мгновенных значений амплитуды колебаний сварочного инструмента дает необходимую информацию о процессе формирования сварного соединения. Измерение амплитуды и контроль характера вибраций рабочего инструмента в установках ультразвуковой микросварки можно осуществлять с помощью бесконтактных виброметров. Площадь физического контакта проволочных выводов с контактными площадками при сварке может быть увеличена за счет изменения формы торца микросварочного инструмента. Установлено, что при ультразвуковой сварке инструментом с V-образным пазом на торце при одной и той же степени деформации алюминиевой проволоки усилие осадки будет больше, чем при ультразвуковой сварке инструмента с плоским торцом. Это приводит к активации контактных поверхностей, к увеличению площади физического контакта, а, следовательно, и к повышению прочности сварных соединений проволочных выводов. Конструкции инструментов для УЗС представлены на рис. 2.2.
Рис. 2.2. Конструкция сварного инструмента для УЗС: а – с продольной канавкой; б – с продольным углублением; в – профиль инструмента; г – вид рабочей части инструмента
Для получения качественного соединения рекомендуется производить сварку при усилии нагружения инструмента Qсв ≤ Qсв.опт.. При сварочном давлении Qсв больше оптимального Qсв.опт. возможно снижение прочности соединения. При усилии Qсв ≤ Qсв.опт. обеспечивается высокая производительность процесса монтажа с получением качественных соединений при деформации алюминиевой проволоки 30-50 %. Присоединение выводов к контактным площадкам импульсным методом широко используется в микроэлектронике. Основные достоинства этого метода: локализация температуры в ограниченной области, кратковременность и стабильность процесса монтажа и возможность соединения многих металлов. Рекомендуется для образования соединений с максимальной механической прочностью повышать сварочное напряжение до 0,08 В при увеличении контактных площадок электрода от 0,08 до 0,4 мм и зазоре между электродами от 0,01 до 0,03 мм. Давление сварочного электрода должно составлять от 0,15 до 0,5 Н в зависимости от диаметра присоединяемой проволоки. Геометрические размеры рабочей части электрода рассчитываются с учетом диаметра привариваемой проволоки и величины контактных площадок. В процессе импульсной сварки на рабочей поверхности электродов из металлокерамических твердых сплавов типа ВК образуется оксидная пленка. После 5500-7000 сварных соединений необходимо разрушать эту пленку механическим путем. В электронной промышленности для точечной микросварки иногда применяются специальные устройства – «карандаши». Конструкция устройства позволяет устанавливать необходимую величину давления при автоматическом включении тока по достижении этого давления. С помощью этого устройства проводится сварка разнотолшинных материалов и металлов с различными теплофизическими свойствами. Для беспроволочной сборки ИС групповым способом с целью выравнивания тепловых режимов по площади кристалла в рабочей части сварочного инструмента выполняют фигурный вырез на глубину не менее 0,6 мм. При монтаже таким инструментом отвод тепла в местах соединения лепестковых выводов с контактными площадками кристалла ИС происходит с различной интенсивностью в зависимости от количества контактных площадок и схемы расположения их на кристалле. Прочность соединений при сварке инструментом с вырезом в рабочей части более стабильна, чем при сварке инструментом с плоским торцом.
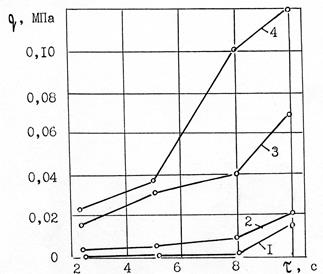
2.3. Схватывание инструмента с выводами при В процессе присоединения внутренних выводов к контактным площадкам ППИ термокомпрессионной или ультразвуковой сваркой наблюдается схватывание (смачивание) выводов с инструментом. В некоторых случаях оно бывает настолько интенсивным, что при подъеме инструмента поднимается и вывод, отрываясь от контактной площадки. Установлено, что интенсивность схватывания между инструментом и алюминиевым выводом с увеличением времени выдержки возрастает неодинаково для различных марок твердого сплава и при различных температурах. Так, для инструмента из сплава ВК2 удельная сила схватывания при температурах 350-400 °С в 3-5 раз меньше, чем для инструмента из сплава ВК9 (рис. 2.3). Этот фактор зависит от состава материала инструментов.
Рис. 2.3. Зависимость удельной силы схватывания от времени выдержки для различных сплавов: ВК2 при температурах 350 °С (1) и 400 °С (2); ВК9 при 350 °С (3) и 400 °С (4)
Структура металлокерамического твердого сплава представляет собой как бы два вставленных один в другой (или переплетающихся между собой) скелета: карбидный и кобальтовый, что экспериментально подтверждается полным удалением кобальта из сплава путем продолжительного кипячения в соляной кислоте. Наличие в твердых сплавах резко различных по своим свойствам фаз – твердой и хрупкой карбидной и относительно мягкой и пластичной кобальтовой, которые могут быть разъединены, – позволяет рассматривать их при изучении вопросов контактирования инструмента со свариваемым материалом как независимые составляющие. Карбид вольфрама имеет высокую температуру плавления, большую твердость и образует твердые растворы эвтектики и химические соединения с некоторыми металлами в области температур выше 1250 °С, При температуре ниже указанной соединений карбида вольфрама с металлами не образуется. По своим физико-химическим свойствам кобальт существенно отличается от карбида вольфрама. Он мягче, имеет более низкую температуру плавления, взаимодействует со многими металлами при низких и высоких температурах. Кобальт образует твердые растворы эвтектики и химические соединения с широким кругом металлов. Таким образом, физико-механические свойства материала инструмента существенно влияют на качество микросварных соединений и должны приниматься во внимание при разработке сварочных устройств. В качестве материала инструмента для термокомпрессионной сварки алюминиевых выводов рекомендуется использовать твердые сплавы с меньшим содержанием кобальта. При ультразвуковой сварке алюминиевой проволоки с алюминиевой металлизацией хорошо зарекомендовал себя инструмент из карбида вольфрама, содержащий 0,5 % Со. Степень схватываемости такого инструмента с алюминием на 1 тыс. сварных соединений в 20 раз ниже, чем у применяемого материала ВК6М. Для уменьшения адгезии инструмента с присоединяемыми выводами рекомендуется рабочую часть инструмента покрывать специальными сплавами. Например, нанесение на инструмент из сплава ВК6М защитного покрытия из карбида титана и оксида циркония увеличивает срок его службы в 2-3 раза.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|