|
|
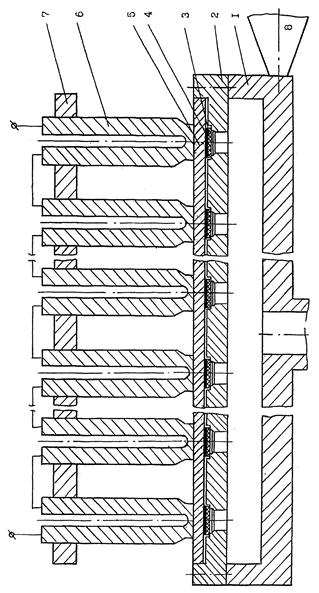
Групповая термоимпульсная пайка кристалловАнализ способов пайки кристаллов к основаниям корпусов показал, что они имеют определенные недостатки: требуют использования дорогостоящего оборудования; не обеспечивают высокого качества паяных швов, особенно при сборке кристаллов больших размеров; используется высокая температура нагрева. Нами разработан способ групповой термоимпульсной пайки полупроводниковых кристаллов к основаниям корпусов типа ТО-218, ТО-220 и ТО-247. Применение данного способа позволит повысить надежность ППИ за счет снижения температуры нагрева при пайке поверхности кристалла со структурами, улучшить смачивание припоем соединяемых поверхностей и повысить производительность сборочных операций за счет групповой пайки кристаллов к основаниям корпусов. Способ сборки ППИ реализуется по схеме, представленной на рис. 4.4. На основании 1, соединенным с вакуумным насосом, закреплена вакуумная присоска 2, в ячейках которой фиксируются коллекторной поверхностью вверх полупроводниковые кристаллы 3 с припоем 4 на паяемой поверхности. На кристаллах размещается выводная рамка пластмассового корпуса на 10 кадров 5. U-образные электроды 6
Рис. 4.4. Схема групповой термоимпульсной пайки полупроводниковых кристаллов к основаниям корпусов: 1 –основание; 2 – вакуумная присоска; 3 – кристаллы; 4 – припой; 5 – выводная рамка; 6 – U-образные электроды; 7 – кронштейн; 8 – ультразвуковой концентратор
жестко закреплены в кронштейне 7, электрически последовательно соединены друг с другом и расположены дифференцировано над каждым кристаллом. На рис. 4.5. показана схема пайки одного кристалла. Для равномерного нагрева всей площади кристалла при пайке размеры рабочей площадки U-образного электрода должны быть на 0,6-1,0 мм больше каждой из сторон кристалла.
Рис. 4.5. Схема пайки одного кристалла: 1 – вакуумная присоска; 2 –кристалл; 3 – припой; 4 – выводная рамка; 5 – U-образный электрод
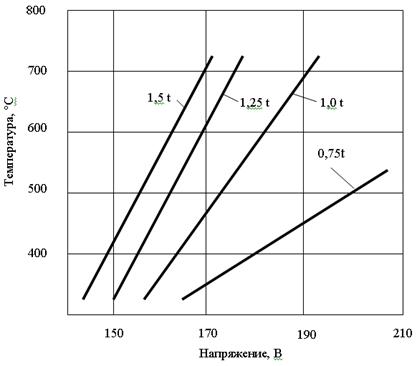
При пайке кронштейн с U-образными электродами прижимает выводную рамку к кристаллам. Через электроды пропускается импульс тока. Тепло от рабочей площадки электрода передается корпусу и далее кристаллу, разогревая припой до температуры пайки. В момент расплавления припоя вакуумную присоску с кристаллами подвергают воздействию ультразвуковых колебаний в направлении параллельном паяному шву от ультразвукового концентратора 8 (рис. 4.4). Это способствует разрушению оксидных пленок и улучшению смачивания припоем соединяемых поверхностей кристалла и основания корпуса. Давление на каждый кристалл осуществляется массой корпуса прибора и кронштейна с U-образными электродами. Через заданное время отключается ток и после кристаллизации припоя образуется качественное паяное соединение. Так как при импульсной пайке происходит нагрев кристалла через корпус, то коллекторная поверхность кристалла нагревается до температуры пайки, а противоположная поверхность кристалла со структурами имеет температуру нагрева значительно ниже, чем коллекторная. Этот фактор способствует повышению надежности ППИ. При сборке ППИ предлагаемым способом очень важно знать температуру на рабочей поверхности инструмента (U-образного электрода). Эта температура зависит не только от подаваемого напряжения на электроды, но и от физико-механических свойств материала, из которого они изготовлены. Существенное влияние на нагрев рабочей площадки электрода оказывает толщина перемычки паза U-образного электрода. Существуют различные способы расчета температуры на поверхности деталей при прохождении через них электрического тока. Следует отметить, что эти способы достаточно трудоемкие, а что особенно важно, не обеспечивают необходимой точности. В производстве ППИ на сборочных операциях используется достаточно простая методика определения температуры рабочей поверхности инструмента при импульсном нагреве. Эта температура зависит от подаваемого напряжения и времени прохождения импульса тока. Продолжительность подачи импульса тока задается по электронному реле времени. Для определения температуры на рабочей поверхности инструмента для термоимпульсной пайки кристаллов нужно строить номограмму (рис. 4.5), которую используют для настройки температурных режимов пайки.
Рис. 4.5. Номограмма для определения температуры на рабочей поверхности инструмента при термоимпульсной пайке кристаллов: 0,75t-1,5t – время нагрева, с
Для равномерного давления U-образных электродов на соединяемые элементы необходимо обеспечить параллельность рабочей площадки электродов и поверхностей оснований корпусов и кристаллов. Таким образом, разработанный способ групповой термоимпульсной пайки кристаллов к основаниям корпусов обладает следующими особенностями: позволяет проводить пайку кристаллов к основаниям корпусов на воздухе; улучшает смачивание припоем соединяемых поверхностей кристалла и основания корпуса; повышает надежность ППИ за счет снижения температуры нагрева при пайке поверхности кристалла со структурами.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|