|
|
Вертикально-сверлильный станок 2Н135Наибольший диаметр обрабатываемого отверстия в заготовке из стали – 35 мм. Мощность двигателя Nд = 4,5 кВт; КПД станка η = 0,8. Частота вращения шпинделя, мин-1: 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 700; 710; 1000; 1400. Подача, мм/об: 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6. Максимальная осевая сила резания, допускаемая механизмом подачи станка Pmax = 15000 Н ≈ 1500 кгс.
Таблица В.1 – Основные размеры наружных инструментальных конусов Морзе с лапкой (ГОСТ 25557-2006) Размеры в миллиметрах
Таблица В.2 – Определение диаметра сердцевины сверла
Таблица В.3 – Определение величины обратной конусности на 100 мм рабочей части сверла
Таблица В.4 – Ширина ленточки (вспомогательной задней поверхности) f0 и высота затылка по спинке K спирального сверла Размеры в миллиметрах
Таблица В.5 – Предельные отклонения диаметров разверток
Отклонения в микрометрах
Таблица В.6 – Угол наклона винтовой канавки
Таблица В.7 – Предельные отклонения наружного диаметра стандартных зенкеров
Приложение Г
Вертикально-фрезерный станок 6Т13 Площадь рабочей поверхности стола 400х1600 мм. Мощность двигателя Nд = 11 кВт; КПД станка η = 0,8. Частота вращения шпинделя, мин-1: 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600. Скорость продольного и поперечного движения подачи стола, мм/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250. Скорость вертикального движения подачи стола, мм/мин: 4,1; 5,3; 6,6; 8; 10,5; 13,3; 16,6; 21; 26,6; 33,3; 14,6; 53,5; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400. Максимальная сила резания, допускаемая механизмом подачи, Н: продольной – 20000, поперечной – 12000, вертикальной – 8000.
Вертикально-фрезерный станок 6Т12 Площадь рабочей поверхности стола 320х1250 мм. Мощность двигателя Nд = 7,5 кВт; КПД станка η = 0,8. Частота вращения шпинделя, мин-1: 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600. Скорость продольного и поперечного движения подачи стола, мм/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250. Скорость вертикального движения подачи стола, мм/мин: 4,1; 5,3; 6,6; 8; 10,5; 13,3; 16,6; 21; 26,6; 33,3; 14,6; 53,5; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400. Максимальная сила резания, допускаемая механизмом подачи, Н: продольной – 15000, поперечной – 12000, вертикальной – 5000.
Таблица Г.1 – Значения переднего угла γ для фрез из быстрорежущих сталей
Таблица Г.2 – Значения задних углов α и α1 для фрез из быстрорежущих сталей
Таблица Г.3 – Рекомендуемые значения геометрических параметров фрез, оснащенных пластинами твердого сплава
Таблица Г.4 - Углы наклона ω0 к оси фрезы
АЛЬБОМ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА Токарные резцы
Проходной резец с механическим креплением твердосплавной пластины Размеры: пластина трехгранная – 14 мм, державка – 25´25 мм, L = 150 мм. Материал: державка – Сталь 40Х (ГОСТ 4543-71), пластина – твердый сплав Т5К10 (ГОСТ 3882-74). Применение: для обработки наружных поверхностей вращения (цилиндрических валиков), конических поверхностей большой длины.
Проходной резец с механическим креплением твердосплавной пластины Размеры: пластина четырехгранная – 19х19 мм, державка – 25´25 мм, L = 165 мм. Материал: державка – Сталь 40Х (ГОСТ 4543-71), пластина – твердый сплав Т5К10 (ГОСТ 3882-74). Применение: для обработки наружных поверхностей вращения (цилиндрических валиков), конических поверхностей большой длины.
Резец проходной упорный Размеры: пластина – 10´10 мм, державка – 16´20 мм, L = 120 мм. Материал: державка – Сталь 40Х (ГОСТ 4543-71), пластина – твердый сплав ВК8 (ГОСТ 3882-74). Применение: для обработки ступенчатых валиков, подрезки буртиков и точения нежестких деталей.
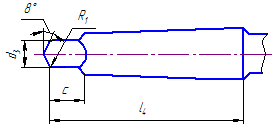
Отрезной резец Размеры: режущая часть – 4´24 мм, державка – 10´25 мм, L = 127 мм. Материал: быстрорежущая сталь Р6М5 (ГОСТ 19265-73). Применение: для отрезания материала от прутков сравнительно небольшого диаметра.
Резец расточной Размеры: режущая часть – 15 мм, державка – 16´16 мм, L = 170 мм. Материал: державка – Сталь 40Х (ГОСТ 4543-71), режущая часть – твердый сплав Т5К10 (ГОСТ 3882-74). Применение: для обработки отверстий, нарезания внутренней резьбы.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|