|
|
Пластинами из твердого сплава (ГОСТ 3231-71)Развертки
Развертка – осевой режущий инструмент, предназначенный для окончательной обработки отверстий с точностью, соответствующей 6-11-му квалитетам, и шероховатостью поверхности Ra = 2,5…0,32 мкм. Высокое качество обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развертка подобно сверлу и зенкеру в процессе обработки совершает вращение вокруг своей оси (главное движение) и поступательно перемещается вдоль оси, совершая движение подачи.
3.3.1 Конструктивные элементы
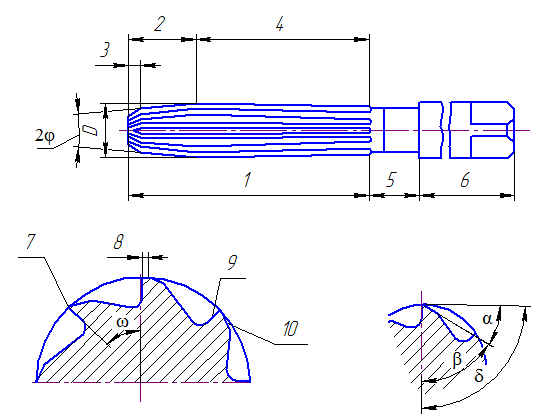
Цилиндрическая развертка (рисунок 46) состоит из рабочей части 1, шейки 5 хвостовика 6. Назначение шейки и хвостовика у разверток такое же, как у сверл и зенкеров. Рабочая часть включает режущую 2, калибрующую 4 части и направляющий конус 3, который служит для уменьшения трения развертки о поверхность отверстия и сохранения качества обработанной поверхности при выходе инструмента. Режущая (заборная) часть развертки на конце имеет направляющий конус (скос под углом 45°), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин. Режущие кромки заборной части образуют с осью развертки угол при вершине 2φ. Калибрующая часть предназначена для калибрования отверстия и направления развертки во время работы. Она состоит из цилиндрического участка и участка с обратной конусностью, оба участка имеют ленточку 8. Передние 9 и задние 10 поверхности зубьев развертки как на режущей части, так и на калибрующей части, выполняются плоскими. Линия их пересечения называется главной режущей кромкой 7.
Рисунок 46 – Элементы цилиндрической развертки Число зубьев развертки выбирают в зависимости от обрабатываемого материала, диаметра и конструкции разверток. Обычно развертки имеют четное число зубьев. Это облегчает измерение их диаметра. Положительное влияние на их работу оказывает неравномерное распределение зубьев по окружности, что способствует гашению вибраций, возникающих при работе, особенно на повышенных режимах резания в условиях недостаточной жесткости технологической системы.
Классификация разверток
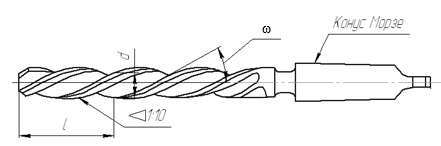
По форме обрабатываемого отверстия развертки можно разделить на цилиндрические (см. рисунок 46), применяемые для обработки цилиндрических отверстий, и конические, используемые для обработки конических отверстий. Развертки также могут быть хвостовые и насадные, цельные и сборные, постоянного диаметра и регулируемые. По способу применения различают ручные и машинные развертки. Ручные развертки (см. рисунок 46) обрабатывают отверстия путем вращения инструмента вручную воротком, в который вставляется квадрат цилиндрического хвостовика. Эти развертки имеют диаметр D 3-40 мм и изготавливаются из инструментальной стали марки 9ХС. Машинные развертки (рисунок 47) применяются для обработки отверстий на сверлильных, токарных, револьверных, координатно-расточных и других станках. Хвостовики машинных разверток бывают цилиндрические (D от 1 до 9 мм) и конические (D от 10 до 32 мм) с относительно длинной шейкой и конусом Морзе. Хвостовики разверток изготавливают из конструкционных сталей 45 или 40Х и соединяют с рабочей частью из быстрорежущей стали сваркой. Насадные развертки крепятся на оправках. При этом коническое посадочное отверстие (конусность 1:30) обеспечивает центрирование с высокой точностью. Для передачи крутящего момента на правом торце развертки делается паз под шпонку.
Рисунок 47 – Машинная развертка Цельные развертки являются наиболее простыми по конструкции, но не могут регулироваться по диаметру. Поэтому находят применение разжимные и сборные развертки с быстрорежущими и твердосплавными вставными зубьями, которые после износа и переточек могут быть отрегулированы на требуемый размер, что повышает срок их службы. Разжимные развертки (рисунок 48) используют при ремонте всевозможных машин. Они позволяют в определенных размерах регулировать размер диаметра. Это дает возможность применять одну и ту же развертку при обработке отверстий различных диаметров. Такие развертки изготавливают диаметром 6-50 мм и позволяют изменять свой размер в пределах от 0,15 до 0,50 мм.
Рисунок 48 – Разжимная развертка
В корпусе 3 разжимной развертки имеется отверстие, состоящее из конической и цилиндрической частей, в которое помещается шарик 2, передвигаемый регулировочным винтом 1 вдоль оси. Между зубьями во впадине сделаны продольные прорези. По мере передвижения шарика винтом за счет упругих деформаций стенок развертки увеличивается диаметр калибрующей части развертки. Для обработки конических отверстий применяют конические развертки (рисунок 49). В отличие от цилиндрических, у конических разверток отсутствует разделение на режущую и калибрующую части, так как зубья, расположенные на конической поверхности, являются одновременно и режущими, и калибрующими.
Рисунок 49 – Набор конических разверток Отверстие, предварительно обработанное, может быть цилиндрическим или коническим. Отверстие с небольшим припуском развертываются на конус за один проход. При обработке же конических отверстий, когда требуется снимать значительный припуск, используют комплект разверток (см. рисунок 49). Черновая развертка (см. рисунок 49, а) имеет ступени на зубьях, расположенные по винтовой линии. Торцовыми кромками каждой ступени развертка срезает узкие стружки, свободно размещающиеся в канавках. Эта развертка превращает цилиндрическое отверстие в ступенчатое. Вторая развертка (см. рисунок 49, б) снимает припуск меньше, чем черновая развертка. Режущие кромки промежуточной развертки снабжены стружкоразделительными канавками, которые образуются нарезанием прямоугольной резьбы. Чистовая развертка (см. рисунок 49, в) выполняется без стружкоразделительных канавок и снимает стружку всей прямолинейной режущей кромкой, расположенной на образующей конуса. Для развертывания отверстий в металлических листах применяют котельные развертки (рисунок 50). Они применяются в котло-, корабле- и авиастроении, а также при изготовлении мостовых конструкций.
Рисунок 50 – Котельная развертка
В целях улучшения направления развертки в отверстии, снижения осевых усилий и уменьшения шероховатости обработанной поверхности развертки изготавливают с винтовыми зубьями, направление которых обратно направлению вращения. Угол наклона винтовых зубьев ω равен 25°…30°. Котельные развертки изготавливаются как ручные с цилиндрическим хвостовиком, так и машинные с коническим хвостовиком. Они устанавливаются на радиально-сверлильных станках или на пневматических дрелях. Для обеспечения возможности восстановления размера диаметра по мере износа применяют конструкции сборных разверток (рисунок 51), с креплением зубьев в корпусе с помощью рифлений, винтов и т.п.
Рисунок 51 – Сборная развертка Развертки сборной конструкции проектируют и изготавливают с ножами из быстрорежущей стали и с ножами, оснащенными пластинами из твердого сплава. Те и другие делают концевыми (D равен 32…50 мм) и насадными (D равен 40…10 мм). Развертки, оснащенные пластинами из твердого сплава, диаметром до 12 мм изготавливают с монолитной рабочей частью, припаянной к цилиндрическому хвостовику, диаметром 10-32 мм, с пластинами, припаянными к корпусу, имеющему конический хвостовик, и диаметром 32-100 мм выполняют насадными с пластинами, припаянными к корпусу или же к вставным ножам. Сборные конструкции разверток позволяют экономить инструментальный материал, создавать оптимальную геометрию рабочей части и, как следствие, повышать режущие свойства и размерную стойкость, особенно разверток, оснащенных твердым сплавом. Такие конструкции, как правило, допускают регулирование диаметра разверток.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|