|
Износ режущего инструмента
Основной причиной износа лезвий инструментов является трение. Первые признаки изнашивания режущих кромок инструментов, как правило, обнаруживаются уже в самом начале резания. Наиболее заметены ранние признаки изнашивания у твердосплавных инструментов. В начальный момент резания у них происходят микровыкрашивания в местах угловых переходов, которыми являются места сопряжения главных и вспомогательных режущих кромок, а также сами режущие кромки лезвий.
На протяжении всего времени резания изнашивание непрерывно продолжается и размеры видимых признаков износа лезвий увеличиваются. По прогрессирующим размерам износа лезвий принято принимать решение о допустимости или недопустимости дальнейшей работы инструмента.
В зависимости от условий резания видимые признаки износа находятся на разных участках лезвий инструментов. Проще всего это общее для всех видов инструментов положение рассмотреть на примере резца.
Таблица 7 – Износ режущего инструмента
| Характер износа
| Причина
| Устранение
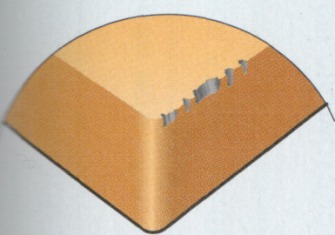
| Износ по задней
поверхности
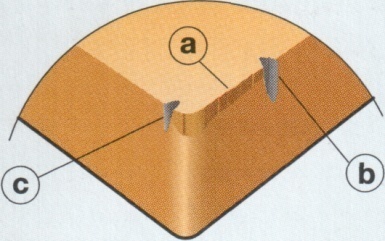


| Износ по задней поверхности:
a - быстрый износ по задней поверх-ности, вызываю-щий ухудшение качества обрабо-танной поверх-ности и/или выход размера за пределы поля допуска;
b,c - образование проточин, снижающих качество обработанной поверхности и вызывающих опасность скола режущей кромки.
|
Слишком большая скорость резания или недостаточная износостойкость.
Химический износ (окисление);
абразивный износ.
|
Уменьшить скорость резания. Выбрать более износостойкую марку сплава.
Выбрать марку сплава с покрытием Al2O3. Для материалов, упрочняющихся в процессе обработки, выбрать меньший главный угол в плане или более износостойкую марку сплава.
Уменьшить скорость резания. (При обработке жаропрочных сплавов керамикой, наоборот увеличить скорость резания).
Выбрать безвольфрамовый твердый сплав
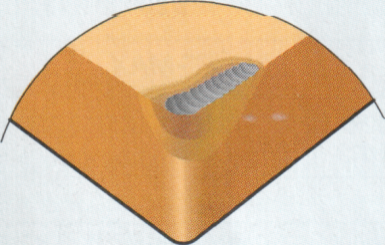
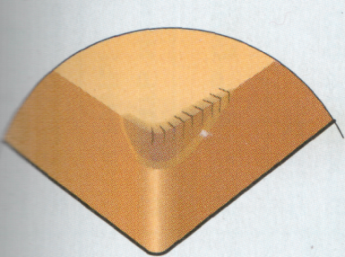
| Лункообразование

|
Интенсивное лункообразование, приводящее к ослаблению режущей кромки. При возможном разрушении вспомогательной режущей кромки произойдет ухудшение чистоты обработки.
|
Усиленный диффузионный износ из-за слишком высокой температуры на передней поверхности.
|
Выбрать марку сплава с покрытием Al2O3. Выбрать пластину с положительными передними углами. Сначала уменьшить скорость резания для снижения температуры, если не поможет уменьшить и подачу.
|
Продолжение таблицы 7
| Характер износа
| Причина
| Устранение
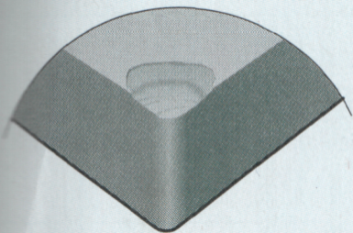
| Пластическая
деформация
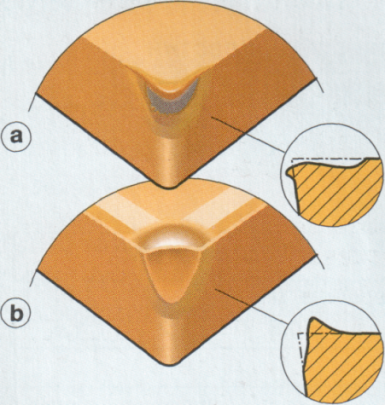

| Пластическая деформация:
a – опускание кромки;
b – вдавливание задней поверхности, ведущая к ухудшению формирования стружки и снижению чистоты обработки.
Повышает опас-ность интенсив-ного износа по задней поверхно-сти, что может привести к поломке пластины.
|
Слишком высокая температура в зоне резания в сочетании с большими усилиями.
|
Выбрать более прочную марку сплава с увеличенной стойко-стью пластической деформации.
Уменьшить скорость резания.
Уменьшить подачу.
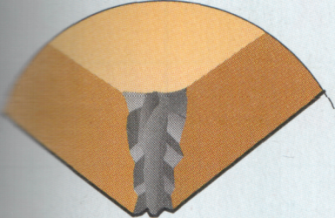
| Наростообразование

|
Нарост ухудшает чистоту обработки и ведет к выкрашиванию режущей кромки в момент его срыва.
|
Обрабатываемый материал налипает на пластину, образуя нарост из-за:
– низкой скорости резания,
– отрицательного переднего угла на режущей кромке.
|
Увеличить скорость резания.
Выбрать пластину с положительным передним углом
| Повреждение стружкой


|
Повреждение сходящей стружкой участка режущей кромки, не находящегося в работе. Могут быть повреждены как верхняя, так и опорная поверхности пластины.
|
При сходе стружка ударяет по режущей кромке.
|
Изменить подачу.
Выбрать пластину с другой геометрией передней поверхности.
| Окончание таблицы 7
| Характер износа
| Причина
| Устранение
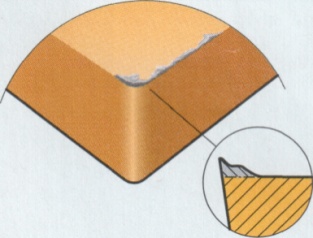
| Выкрашивание

|
Выкрашивание режущей кромки, ведущее к ухудшению качества обработанной поверхности и чрезмерному износу по задней поверхности.
|
Слишком хрупкая марка твердого сплава. Геометрия пластины не обеспечивает достаточной прочности.
Наростообразование.
| Выбрать более прочную марку сплава.
Выбрать пластину с более прочной режущей кромкой.
Увеличить скорость резания или перейти на пластину с положительными передними углами. Уменьшить скорость резания в начале прохода.
| Термотрещины

|
Мелкие перпендикулярные режущей кромке трещины, ведущие к ее выкрашиванию и ухудшению частоты обработанной поверхности.
|
Термические трещины образуются при резких изменениях температуры вследствие:
- прерывания процесса резания,
- непостоянства подачи СОЖ.
|
Выбрать более прочную марку сплава, с лучшей сопротивляемостью колебаниям температуры.
Постоянная обильная подача СОЖ или резание без СОЖ.
| Поломка пластины

|
Поломка пластины, при которой возможны также повреждение или поломка опорной пластины и обрабатываемой детали.
|
Слишком хрупкая марка сплава.
Увеличенная нагрузка на режущую кромку.
Геометрия пластины не обеспечивает достаточной прочности.
Недостаточный размер пластины.
|
Выбрать более прочную марку сплава.
Уменьшить подачу и/или глубину резания.
Выбрать пластину другой геометрии с более прочной режущей кромкой.
Выбрать пластину большей толщины или большего размера.
| Отслаивание (керамика)
|
Повышение усилия резания
|
Уменьшить подачу.
Выбрать более прочную марку керамики.
Выбрать пластину с меньшей отрицательной фаской.
| | | | | | | Стойкость инструмента характеризуется его способностью без переточки длительное время обрабатывать заготовки в соответствии с техническими требованиями. Стойкость определяется временем непосредственной работы инструмента (исключая время перерывов) между переточками, это время называется периодом стойкости инструмента, или стойкостью инструмента.
Не нашли, что искали? Воспользуйтесь поиском по сайту:
©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|

