
|
|
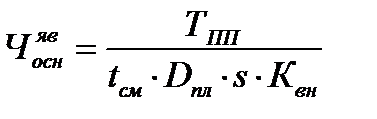
Расчет потребности основных производственных рабочихК производственным рабочим механических и сборочных цехов относят станочников и наладчиков оборудования, слесарей для выполнения ручных и механизированных операций обработки, пригонки и сборки, мойщиков деталей и других рабочих, непосредственно занятых выполнением операций технологического процесса обработки деталей и сборки машин. Численность производственных рабочих определяют: а) на постоянно-поточных линиях (ОНПЛ, ОППЛ), участке серийной сборки – исходя из количества рабочих мест согласно стандарт-планам; б) на переменно-поточных линиях (МНПЛ,МППЛ) – исходя из расчетного количества рабочих мест по каждому j-му наименованию изделий и i-ой операции; в)на предметно-замкнутом участке (ПЗУ) – исходя из расчетного количества рабочих мест по каждой i-ой операции. При планировании численности основных рабочих определяется явочный и среднесписочный состав. В процессе расчетов определяют только явочную численность рабочих работающих в одну смену, соответствующее принятому количеству единиц оборудования (рабочих мест). Явочное число основных рабочих в смену (Чосн) – это нормативная численность рабочих для выполнения производственного сменного задания по выпуску продукции. Явочная численность производственных рабочих, непосредственно занятых выполнением операций технологического процесса, определяют по трудоемкости или станкоемкости выполняемого объема работ:
где tсм – продолжительность рабочей смены или сменный фонд рабочего времени одного рабочего, часов; s – число рабочих смен в сутках; Dпл– число суток работы предприятия в плановом периоде; Квн – плановый коэффициент выполнения норм, рекомендуемое значение – 1,1; ТПП – трудоемкость производственной программы, нормо-ч, определяемая по формуле:
Число станочников при организации многостаночного обслуживания можно определить также по числу принятых станков Спручастка(цеха):
Где Фоб,Фраб – эффективный годовой фонд времени работы соответственно оборудования и персонала; Кзи Кисп – коэффициенты соответственно загрузки и использования оборудования (формулы4). При укрупненных расчетах для единичного, мелко- и среднесерийного производства следует принимать Кз·Кисп– 0,85, для крупносерийного и массового Кз·Кисп – 0,8; Кмо – коэффициент многостаночного обслуживания– среднее число станков, обслуживаемыходним рабочим. Численность производственных рабочих цеха определяется либо прямым расчетом, либо пользуются усредненными значениями Кмо, полученными на основе анализа действующих цехов: - для мелкосерийного и единичного производства Кмо– 1,1 ... 1,35; - для среднесерийного Кмо – 1,3 ... 1,5; - для крупносерийного и массового Кмо= 1,9 ... 2,2. Среднесписочная численность рабочихрассчитывается по коэффициенту среднесписочного состава:
где Ксп– коэффициент среднесписочного состава, рекомендуемое значение для проекта – 1,1-1,12. Расчетное значение коэффициента Ксп можно определить по формуле:
гдеФном– номинальный фонд рабочего времени (число календарных рабочих дней); Фд– действительный фонд времени работы одного рабочего (планируемое число рабочих дней). При детальных расчетах число производственных рабочих-станочников уточняют с учетом размещения оборудования и анализа условий многостаночного обслуживания. Такой анализ проводят на основе разработанных планировок. При этом рассматривают возможности обслуживания одним рабочим нескольких станков одной либо смежных линий. Особенно тщательно анализ проводят при проектировании участков и линий крупносерийного и массового производства. На предприятиях с непрерывным процессом производства (аппаратурные и другие аналогичные процессы) численность персонала, занятого обслуживанием оборудования, а также наладкой, ремонтом и другими подобными работами, может быть определена с учетом действующего парка и норм обслуживания:
гдеНобс – сменная норма обслуживания (число единиц оборудования на одного рабочего). 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 , (3.45)
, (3.45) . (3.46)
. (3.46) , (3.47)
, (3.47) , (3.48)
, (3.48) , (3.49)
, (3.49)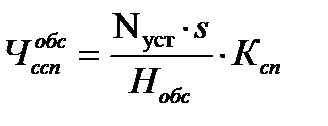 , (3.50)
, (3.50)