|
|
Кинематическая структура станкаКинематическая структура станка представляет объединение кинематических групп. Группы могут быть соединены между собой разными способами; их соединение зависит от многих факторов. Наибольшее влияние на соединение кинематических групп оказывает общность их исполнительных органов и источника движения, а также необходимость координации во времени создаваемых группами движений. Всякое соединение двух кинематических групп осуществляется специальными дополнительными устройствами, такими, как суммирующие механизмы, реверсы, муфты и т.д. Главной и определяющей частью кинематической структуры любого станка является его формообразующая часть, составляющая общее число и характер групп формообразования, а также их кинематическое соединение. По этому признаку все развивающееся многообразие кинематических структур станков можно разделить на три класса: - класс элементарных структур Э, к которому относятся станки с кинематической структурой, содержащей только простые группы формообразования, создающие движение Ф (В) или Ф (П); - класс сложных структур С, к которому относятся станки с кинематической структурой, содержащей только сложные группы формообразования, т.е. группы, создающие движения Ф (В1В2), Ф (В1П2П3) и т.д.; - класс комбинированных структур К, к которому относятся станки с кинематической структурой, содержащей одновременно и простые и сложные группы формообразования. Каждый класс содержит определенное число формообразующих кинематических (структурных) групп, которое можно условно записать буквой с последующими двумя цифрами. Буква указывает на класс, первая цифра – на число формообразующих групп, вторая цифра – на суммарное число простых вращательных и прямолинейных движений, составляющих все формообразующие движения станка. Например, запись К24 означает, что станок имеет комбинированную структуру, две группы формообразования с четырьмя простыми движениями.
В рассмотренном станке одним элементарным движением формо-образования одновременно осуществляется врезание инструмента 3 (протяжки) в заготовку 4, формообразование шпоночного паза, а при протягивании шлицевых отверстий еще и деление. Причем врезание на глубину паза и деление (при протягивании шлицев) обеспечивается конструкцией протяжки, у которой каждый последующий зуб превышает предыдущий на величину подачи врезания, а количество шлицевых пазов равно количеству продольных выступов на протяжке. При протягивании отверстий образующая воспроизводится методом копирования, а направляющая – методом следа (движение скорости резания). В современных протяжных станках движение резания обеспечивается гидроцилиндром. При этом закономерности формообразования остаются неизменными. А функции органов настройки iv и R выполняют управляемый дроссель и реверсивный золотник гидравлической станции. Приведенная в предыдущем параграфе на рис. 2.7 структура винторезной кинематической группы Фv(В1П2), по существу, является структурной схемой винторезного станка класса С12, состоящего из одной сложной формообразующей группы, на котором при нарезании резьбы фасонными резцами методом копирования воспроизводится образующая (профиль резьбы), а методом следа – направляющая (винтовая линия). Эта схема положена в основу конструкций специальных станков для нарезания ходовых винтов в станкостроительной отрасли промышленности. Она является также одной из частных структур токарно-винторезных станков. При разработке структурных схем станков, содержащих более одной кинематической группы, необходимо решать также задачу соединения групп между собой. На рис. 2.12 приведена кинематическая структура современного круглошлифовального станка. Его структурная схема состоит из четырех простых кинематических групп с индивидуальными движителями: скорости резания Фv(В1), круговой подачи Фs1(В2), продольной подачи Фs2(П3) и врезания Вр(П4). Класс кинематической структуры С33. Группы Фv и Фs1 воспроизводят методом касания образующую (окружность) цилиндрической поверхности, группа Фs2 методом следа - направляющую (линию, параллельную оси центров станка). Вспомогательная группа Вр обеспечивает движение врезания. Группа Фv(В1) осуществляет вращение шлифовального круга 1. Ее внутренняя связь – элементарная вращательная пара корпус 2 шлифовальной бабки → шпиндель 3 шлифовального круга. Внешняя связь: М1 → iv Группа настраивается на скорость (круговую частоту вращения шлифовального круга) органом настройки iv. Группа ФS1(В2) осуществляет круговую подачу заготовки 4. Ее внутренняя связь представляет собой элементарную вращательную пару корпус 5 передней бабки → шпиндель 6, несущий заготовку 4. Внешняя связь М2 Группа настраивается на скорость (круговую подачу заготовки) органом настройки iS1.
Рис. 2.12. Структурная схема круглошлифовального станка
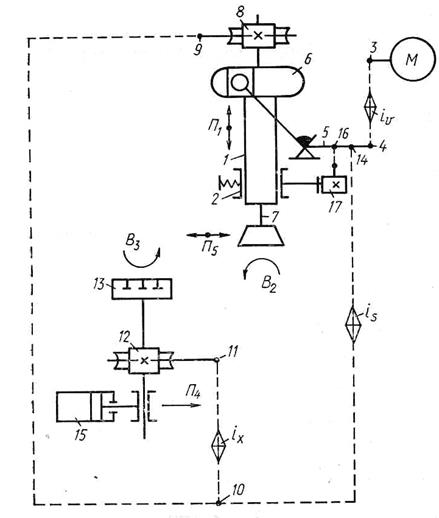
Группа ФS2(П3) осуществляет продольную подачу заготовки П4. Внутренняя связь группы: направляющие станины 7 → продольный стол 8, несущий переднюю 5 и заднюю 9 бабки. Внешняя связь: гидродвигатель (гидроцилиндр) ГД3 Группа настраивается на скорость (продольную подачу) и направление соответственно управляемым дросселем iS2 и реверсивным золотником, конструктивно входящим в гидропанель гидростанции, на путь и исходное положение – по упорам системы управления. Внутренняя связь группы Вр (П4) – элементарная поступательная пара направляющие 10 станины – шлифовальная бабка 2. Внешняя связь: М4 Группа настраивается на скорость (подача врезания) органом настройки iS3, на путь и исходное положение – по упорам. В рассматриваемом станке кинематические группы соединены между собой через промежуточные или неподвижные исполнительные звенья. Так группа Фv (В1) связана с группой Вр (П4) через шлифовальную бабку 2 как через промежуточное исполнительное звено. Такое же соединение через промежуточные исполнительные звенья имеет группа ФS1 (В2) с группой ФS2 (П3) и с группой Вр (П4). Группа ФS2 (П3) с группой Вр (П4) соединена через общее неподвижное исполнительное звено. На рис. 2. 13 приведена структурная схема зубодолбежного станка с механическими связями, положенная в основу конструкций современных станков для обработки цилиндрических зубчатых колес зуборезными долбяками. Кинематическая структура станка содержит следующие кинематические группы: скорости резания Фv(П1), движения обката Фs(В2В3), врезания Вр(П4) и радиального «отскока» Вс(П5). Объединение их в общую структуру выполнено по схеме с общим электродвигателем.
Рис. 2.13. Кинематическая структура зубодолбежного станка
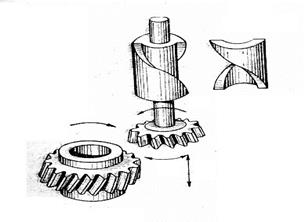
Группа скорости резания Фv(П1) включает внутреннюю связь ─ элементарную поступательную кинематическую пару гильза 1 → корпус 2 суппорта станка. Внешняя связь группы: М → 3 → iv → 4 → 5 → 6 → гильза1 (П1), представляющая собой кинематическую цепь, передающую энергию от электродвигателя М к приводному валу 5, вращательное движение которого преобразуется в поступательно-возвратное движение П1 гильзы 1 шпинделя 7 долбяка. Движение П1 имеет прямолинейную незамкнутую траекторию. Поэтому группа Фv(П1) настраивается только на три параметра: скорость резания -органом настройки iv путь и исходную точку - изменением плеч рычагов кулисного механизма 6. Группа обката Фs(B2 B3) состоит из развитой внутренней связи (цепи обката), обеспечивающей станочное зацепление: В2 → 8 → 9 → 10 → ix → 11 → 12 → 13 → В3, связывающей шпиндель 7 с делительным столом 13, предназначенным для установки заготовок. Внешняя связь группы: М → 3 → iv → 4 → 14 → is → 10 передает энергию движения от электродвигателя через звено соединения связей 10 во внутреннюю связь. Движение обката имеет замкнутую траекторию и настраивается на траекторию гитарой сменных зубчатых колес ix, на скорость (круговую подачу) – органом настройки is, на направление - реверсом, совмещенным с органом настройки ix. Группа врезания Вр(П4) включает внутреннюю связь - элементарную поступательную кинематическую пару, образованную корпусом продольного стола и направляющими станка, и внешнюю связь, передающую энергию движения во внутреннюю связь от гидроцилиндра 15, перемещающего стол в направлении радиального врезания П4. Эта группа настраивается на скорость врезания регулируемым дросселем гидропривода станка, а на исходную точку - путевыми упорами системы управления. Вспомогательная группа радиального «отскока» Вс(П5) состоит из внутренней связи (элементарной поступательной кинематической пары), образованной корпусом суппорта и направляющими станка, и внешней связи M → 3 → iv → 4 → 16 → 17 (П5), сообщающей движение кулачку 17, отводящему инструментальный суппорт от делительного стола (заготовки) при свободном ходе. В рассматриваемом станке кинематические группы Фv(П1) и Фs(В2 В3) соединены между собой посредством общего электродвигателя и общей частью М → iv → 4 → 14 их внешних связей. Группа Вс(П5) работает синхронно с группой Фv и имеет общую с ней до кинематического звена 4 внешнюю связь. Группа Вр(П4) имеет отдельный источник энергии движения и соединена с группами формообразования посредством общего корпуса. По приведенной структурной схеме выпускается ряд моделей зубодолбежных станков, например 5111 и 5122. В ряде современных моделей станков формообразующие группы имеют отдельные электродвигатели, например станок модели 5А122. В станке модели ВС-122 формообразующая группа обката Фs (В2 В3) оснащена отдельным управляемым электродвигателем. В станках с числовым программным управлением исполнительные органы группы обката шпиндель долбяка и делительный стол для обрабатываемых заготовок соединяются электронной внутренней связью на основе больших интегральных схем, в общем случае называемой электрическим валом (см. рис. 2.8) Рассмотренная структурная схема зубодолбежного станка является частной структурой станка для обработки прямозубых цилиндрических колес. Модификация ее группы воспроизведения линии зуба позволяет обрабатывать также колеса с винтовыми зубьями. Для этого (рис. 2.14) прямолинейные направляющие шпинделя заменяются на винтовые. Винтовые направляющие крепятся в расточке червячного колеса, а копирный кулак – к шпинделю. В итоге группа образования линии зуба трансформируется в сложную двухэлементарную Фv (П1В7). Внутренняя связь группы – винтовая кинематическая пара, внешняя связь – кинематическая цепь, передающая движение от электродвигателя к звену соединения связей (копирный кулак).
а б
Рис. 2.14. Модификация кинематической группы воспроизведения линии винтового зуба: а – схема модификации; б- конструктивное выполнение винтовых направляющих
Движение Фv(В1П7) – сложное с незамкнутой траекторией, настраивается по четырем параметрам: на траекторию - сменными винтовыми направляющими (копирами); на скорость – органом iv; на путь и исходное положение – изменением плеч кулисного механизма.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 В структуре станка не обязательно должны быть кинематические группы всех назначений. Например, в станках может отсутствовать группа деления, поскольку или процесс деления не нужен при формообразовании поверхности, или этот процесс осуществляется попутно движением формообразования. Рассмотрим конкретные примеры. На рис. 2.11 приведена структурная схема протяжного станка класса Э11. Кинематическая структура этого станка состоит из одной кинематической группы формообразования Фv (П1). Внутренняя связь группы – элементарная кинематическая пара: направляющие станины 1 → ползун 2. Внешняя связь – кинематическая цепь, связывающая электродвигатель М с ползуном 2, являющимся звеном соединения связей, т.е. М → R → iv → ТВ (передача винт – гайка) → ползун (П1). Движение Фv (П1) – простое, с незамкнутой траекторией и настраивается по четырем параметрам: на скорость – органом настройки iv, на направление - реверсом R, на путь и исходное положение – упорами (размеры L и H ).
В структуре станка не обязательно должны быть кинематические группы всех назначений. Например, в станках может отсутствовать группа деления, поскольку или процесс деления не нужен при формообразовании поверхности, или этот процесс осуществляется попутно движением формообразования. Рассмотрим конкретные примеры. На рис. 2.11 приведена структурная схема протяжного станка класса Э11. Кинематическая структура этого станка состоит из одной кинематической группы формообразования Фv (П1). Внутренняя связь группы – элементарная кинематическая пара: направляющие станины 1 → ползун 2. Внешняя связь – кинематическая цепь, связывающая электродвигатель М с ползуном 2, являющимся звеном соединения связей, т.е. М → R → iv → ТВ (передача винт – гайка) → ползун (П1). Движение Фv (П1) – простое, с незамкнутой траекторией и настраивается по четырем параметрам: на скорость – органом настройки iv, на направление - реверсом R, на путь и исходное положение – упорами (размеры L и H ). шпиндель 3 (В1).
шпиндель 3 (В1).