
|
|
Система обозначения станковСерийные станки. Каждому станку присваивается шифр из нескольких цифр и букв, определяющих его группу, тип и типоразмер. Первая цифра определяет группу станка, вторая – его тип, третья или третья и четвертая характеризует один из важнейших параметров станка (высота центров, максимальный диаметр обрабатываемого прутка, размеры стола и т.п.). Первая буква в шифре обозначает однозначную модернизацию базовой модели, вторая и последующие буквы – принципиальную особенность данной модели станка. Например, шифр 2Н118 обозначает: 2 – сверлильный, 1 – вертикальный, 18 - наибольший условный диаметр сверления, буква Н указывает на модернизацию станка базовой модели 2118. Иногда, для некоторых типов станков, например многошпиндельных токарных автоматов, через тире добавляется еще одна цифра, характеризующая конструктивную особенность (количество шпинделей). В моделях станков с ЧПУ для обозначения степени автоматизации в конце шифра добавляется буква Ф с цифрой: Ф1 – станок оснащен системой ЧПУ с цифровой индикацией и предварительным набором координат; Ф2 – станок оснащен позиционной и/или прямоугольной системой ЧПУ; Ф3 – станок оснащен контурной системой ЧПУ; Ф4 – станок оснащен универсальной системой ЧПУ, объединяющей, системы Ф2 и Ф3. В моделях станков с цикловым программным управлением (ЦПУ) в конце шифра добавляется буква Ц. Например, шифр 16К20Ф3 обозначает токарно-винторезный станок с высотой центров 200 мм и контурной системой ЧПУ, шифр 6С12Ц - вертикально-фрезерный станок с габаритом стола №2 и системой ЦПУ. Станки индивидуального производства. Для обозначения станков индивидуального производства, к которым, как правило, относятся специализированные и специальные станки, каждому станкостроительному заводу присвоен индекс из двух букв, после которого ставится порядковый номер модели. Например, ВС – Витебский станкостроительный завод “Вистан”, ВЗ - Витебский станкостроитеьный завод ”Визас” и т.п. Шифр ВС-122 обозначает только завод-изготовитель, не расшифровывая модель станка. По его паспорту это зубодолбежный станок для обработки цилиндрических зубчатых колес с модулем до 5 мм зуборезным долбяком.
Технико-экономические показатели современных станков
Для сравнительной оценки технического уровня МРС и комплектов станочного оборудования, а также для выбора станков в соответствии с решением конкретной производственной задачи используют набор показателей, характеризующих качество как отдельных станков, так и набора станочного оборудования. Эффективность Эффективность - комплексный (интегральный) показатель, который наиболее полно отражает главное назначение станочного оборудования- повышать производительность труда и соответственно снижать затраты труда при обработке деталей. Эффективность МРС, шт./руб. А = N / ∑с, (1.1) где N - годовой выпуск деталей; ∑с - сумма годовых затрат на их изготовление. При проектировании или подборе станочного оборудования всегда следует стремиться к максимальной эффективности, а показатель (1.1) при этом следует рассматривать как целевую функцию
Если задана годовая программа выпуска, то условие (1.2) приводится к минимуму приведенных затрат Сравнение эффективности двух вариантов станочного оборудования при заданной программе выпуска ведут по разности приведенных затрат
где индекс «2» относится к более совершенному варианту станочного оборудования при сравнении с базовым (индекс «1»).
Производительность
Производительность станка определяет его способность обеспечивать обработку определенного числа деталей в единицу времени. Штучная производительность (шт./год или шт./час) выражается числом деталей, изготовленных в единицу времени, при непрерывной безотказной работе.
где При изготовлении на универсальном станке разных деталей его штучную производительность определяют по условной, так называемой представительной детали, форму и размеры которой берут усредненными по всему рассматриваемому множеству деталей. Все исходные параметры представительной детали (масса, размеры, допуски и т. д.) определяют для всей группы рассматриваемых деталей как средневзвешенные величины
где х - величина данного параметра внутри каждого интервала; Для станков широкой универсальности рассматривают набор представительных деталей, каждая из которых соответствует семейству однотипных деталей, сходных по форме и технологии обработки. Производительность определяют по среднему значению времени цикла обработки, которое без учета потерь выражается как
где tp - время обработки резанием; tв - время на все виды вспомогательных операций, не совмещенных по времени с обработкой. Если процесс обработки осуществляют непрерывно и дополнительное время на вспомогательные операции не затрачивается, т. е. если tв = 0, а Т = tр, то штучная производительность совпадает с понятием технологической производительности
определяемой только по машинному времени. Штучная производительность связана с годовым выпуском деталей коэффициентом использования
Кроме штучной производительности иногда используют для сравнительной оценки различного по характеру оборудования и разных методов обработки другие условные показатели. Производительность формообразования измеряют площадью поверхности, обработанной на станке в единицу времени
где vp, L - скорость и полный путь перемещения инструмента по образующей линии на обрабатываемой поверхности. Производительность резания определяют объемом материала, снятого с заготовки в единицу времени. Этот показатель применяют иногда для оценки возможностей станков для предварительной обработки или для сравнения различных технологических методов размерной обработки (табл. 1.2). В таблице приведены также данные по затратам мощности при удалении 1 см3 металла за одну минуту. Основные пути повышения производительности станков и станочных систем связаны со следующими тенденциями: увеличением технологической производительности; совмещением разных операций во времени; сокращением времени на вспомогательные движения; сокращением всех видов внецикловых потерь. Технологическая производительность увеличивается с повышением скорости обработки и с увеличением суммарной длины режущих кромок инструмента, участвующих в процессе формообразования. Повышение скорости обработки ограничивается свойствами материала режущего инструмента. Резкое повышение скорости возможно при переходе на новые инструментальные материалы. При замене режущего инструмента из быстрорежущей стали и твердого сплава инструментом из порошкового твердого сплава и алмазным инструментом можно ожидать существенное повышение скорости резания и соответственно подачи. Значительное повышение производительности достигается применением эффективных смазочно-охлаждающих жидкостей. Увеличение суммарной длины режущих кромок приводит к усложнению и удорожанию режущего инструмента, что оправдывает себя, как правило, при соответствующем увеличении масштаба производства.
Таблица 1.2. Производительность размерной обработки
Большим резервом повышения производительности является совмещение во времени различных операций, как основных, так и вспомогательных. Одновременное выполнение нескольких рабочих операций осуществляется на многопозиционных станках и автоматических линиях, используемых в крупносерийном и массовом производстве. Совмещение рабочих операций с вспомогательными всегда целесообразно, если это не связано с излишним усложнением и удорожанием станка. Применение непрерывных методов обработки (бесцентрового шлифования, накатки резьбы непрерывным способом, непрерывного протягивания и др.) дает возможность полностью совестить все вспомогательные операции с рабочими и обеспечить наибольшую производительность станка. Сокращение времени на вспомогательные движения (холостые ходы) для повышения производительности станка обеспечивается совершенствованием привода и системы управления. Ограничения по скорости вспомогательных движений связаны с возникающими при этом инерционными нагрузками и их отрицательным влиянием по различным критериям работоспособности деталей и механизмов станка. Все виды внецикловых потерь сокращаются при комплексной автоматизации и совершенствовании системы управления как отдельным станком, так и всем автоматизированным производством на базе вычислительной техники. Автоматизация смены инструмента и совмещение операций смены затупленного инструмента на станке с рабочими операциями сокращают потери времени на замену инструмента. Повышение надежности станков и автоматических систем снижает число отказов и общие затраты на устранение этих отказов.
Надежность Надежность станка - свойство станка обеспечивать бесперебойный выпуск годной продукции в заданном количестве в течении определенного срока службы и в условиях применения, технического обслуживания, ремонтов, хранения и транспортирования. Нарушение работоспособности станка называют отказом. При отказе продукция либо не выдается, либо является бракованной. В автоматизированных станках и автоматических линиях отказы могут быть связаны с нестабильностью условий работы под влиянием отдельных случайных факторов и сочетания этих случайных факторов - разброса параметров заготовок, переменности сил резания и трения, отказов элементов систем управления и т. д. Кроме того, причинами отказов может быть потеря первоначальной точности станка из-за изнашивания его частей и ограниченной долговечности важнейших его деталей и механизмов (направляющих, опор, шпинделей, передач винт-гайка, фиксирующих устройств и т. п.). Безотказность станка — свойство станка непрерывно сохранять работоспособность в течение некоторого времени. Безотказность может быть оценена следующими показателями. Вероятность отказа по результатам испытаний N0 элементов, из которых отказали
Вероятность безотказной работы
Интенсивность отказов - условная плотность вероятности возникновения отказа в единицу времени
Вероятность безотказной работы может быть представлена в зависимости от интенсивности отказов. Производную по времени выражения (1.11) приводят к виду
Откуда следует
Вероятность безотказной работы станка как сложной системы, состоящей
где Отказы, имеющие постоянную интенсивность,
где
Отказы, связанные с изнашиванием элементов станка, обычно подчиняются законам нормального распределения или логарифмически-нормального распределения. В первом случае известны две характеристики распределения - средняя наработка на отказ и среднеквадратичное отклонение
Комплексным показателем надежности станков является коэффициент технического использования
где n - число независимых элементов, подверженных отказам; Коэффициент технического использования Долговечность станка - свойство станка сохранять работоспособность в течение некоторого времени с необходимыми перерывами для технического обслуживания и ремонта до наступления предельного состояния. Долговечность отдельных механизмов и деталей станка связана главным образом с изнашиванием подвижных соединений, усталостью при действии переменных напряжений и старением. Изнашивание подвижных соединений в станке (направляющих, опор шпинделя, передач винт-гайка и др.) является важнейшей причиной ограничений долговечности по критерию сохранения первоначальной точности. Ремонтопригодность - свойство, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения отказов, повреждений и поддержанию и восстановлению работоспособного состояния путем проведения технического обслуживания и ремонтов. Этот критерий является особенно важным для станков с высокой степенью автоматизации и автоматических станочных систем, так как определяет стоимость затрат на устранение отказов и связанные с этим простои дорогостоящего оборудования. Технический ресурс - наработка от начала эксплуатации или ее возобновления после среднего и капитального ремонта до перехода в предельное состояние. Для определения долговечности отдельных элементов (деталей и механизмов станка) используют средний ресурс (математическое ожидание). Современные станки и станочные системы (автоматические линии, участки и производства) являются сложной системой из большого числа разнородных элементов (механических, электрических и радиоэлектронных). Оценка надежности сложной системы должна осуществляться на основе учета и анализа всех действующих факторов. В соответствии с общей формулой (1.14) вероятность безотказной работы станка
где Технологическая надежность станков и станочных систем, как свойство сохранять во времени первоначальную точность оборудования и соответствующее качество обработки, имеет важное значение в условиях длительной и интенсивной эксплуатации. В основе аналитических методов оценки технологической надежности станков лежит разработка математической модели, отражающей характер изменения точности обработки или точности систем станка во времени. Для повышения надежности станков и автоматических станочных систем целесообразно: оптимизировать сроки службы наиболее дорогостоящих механизмов и деталей станков на основе статистических данных и тщательного анализа с использованием средств вычислительной техники; обеспечивать гарантированную точностную надежность станка и соответствующую долговечность ответственных подвижных соединений (опор и направляющих); применять материалы и различные виды термической обработки, обеспечивающие высокую стабильность базовых деталей несущей системы на весь срок службы станка; устранять в ответственных соединениях трение скольжения, применяя опоры и направляющие с жидкостной и газовой смазкой; применять в наиболее ответственных случаях при использовании сложных систем автоматического станочного оборудования принцип резервирования, резко повышающий безотказность системы; распространять в станках профилактические устройства обнаружения и предупреждения возможных отказов по наиболее вероятным причинам.
Гибкость
Гибкость станочного оборудования - способность к быстрому переналаживанию при изготовлении других, новых деталей. Чем чаще происходит смена обрабатываемых деталей и чем большее число разных деталей требует обработки, тем большей гибкостью должен обладать станок или соответствующий набор станочного оборудования. Гибкость характеризуют двумя показателями — универсальностью и переналаживаемостью. Универсальность определяется числом разных деталей, подлежащих обработке на данном станке, т. е. номенклатурой И обрабатываемых деталей. При этом следует иметь в виду, что отношение годового выпуска N к номенклатуре И определяет серийность изготовления
Целесообразная гибкость оборудования связана с номенклатурой обрабатываемых деталей (рис.1.7). Переналаживаемость определяется потерями времени и средств на переналадку станочного оборудования, при переходе от одной партии заготовок к другой партии. Таким образом, переналаживаемость является показателем гибкости оборудования и зависит от числа Р партий деталей, обрабатываемых на данном оборудовании в течение года. При этом средний размер партии
связан с характером производства и с переналаживаемостью оборудования. Для каждого вида станочного оборудования существуют вполне определенные затраты на каждую переналадку. С увеличением числа деталей в партии общие затраты на переналадку снижаются, но при этом увеличиваются затраты на хранение деталей, которые не сразу идут в дальнейшую работу, например, на сборку, а создают незавершенное производство. Таким образом, для каждого вида станочного оборудования с его переналаживаемостью существует оптимальный размер партии обрабатываемых деталей. Чем меньше оптимальный размер партии, тем большей гибкостью обладает станочное оборудование. Применение средств вычислительной техники для управления станками, оснащение их манипуляторами и устройствами ЧПУ позволили существенно повысить гибкость оборудования при высокой степени автоматизации.
Рис. 1.7. Примерные области использования станочного оборудования: 1 - автоматические линии; 2 - переналаживаемые автоматические линии; 3 - гибкие станочные системы; 4 - станочные модули и станки с ЧПУ; 5 -станки с ручным управлением
Точность
Точность станка в основном предопределяет точность обработанных на нем изделий. По характеру и источникам возникновения все ошибки станка, влияющие на погрешности обработанной детали, условно разделяют на несколько групп. Геометрическая точность зависит от ошибок соединений и влияет па точность взаимного расположения узлов станка при отсутствии внешних воздействий. Геометрическая точность зависит главным образом от точности изготовления соединений базовых деталей и от качества сборки станка. На погрешности в расположении основных узлов станка существуют нормы; соответствие этим нормам проверяют для нового станка и периодически при его эксплуатации. Нормы на допустимые для данного станка геометрические погрешности зависят от требуемой точности изготовления на нем деталей. Кинематическая точность необходима для станков, в которых сложные движения требуют согласования скоростей нескольких элементарных движений. Нарушение согласованных движений нарушает правильность заданной траектории движения инструмента относительно заготовки и искажает тем самым форму обрабатываемой поверхности. Особое значение кинематическая точность имеет для зубообрабатывающих, резьбонарезных и других станков для сложной контурной обработки. Жесткость станков характеризует их свойство противостоять появлению упругих перемещений под действием постоянных или медленно изменяющихся во времени силовых воздействий. Жесткость - отношение силы к соответствующей упругой деформации
Величину, обратную жесткости, называют податливостью
Податливость сложной системы из набора упругих элементов, работающих последовательно, равна сумме податливостей этих элементов:
Жесткость станка, его несущей системы должна обеспечить упругое перемещение между инструментом и заготовкой в заданных пределах, зависящих от требуемой точности обработки. Жесткость и соответственно податливость базовых деталей станка из чугуна или стали подчиняются закону Гука и для каждой детали есть величина постоянная. Жесткость большинства соединений, таких, как неподвижные стыки, направляющие, подшипники качения и скольжения, не является постоянной величиной вследствие отсутствия прямой пропорциональности между силой и упругим перемещением. В этом случае жесткость следует понимать как отношение приращения силы к соответствующему приращению перемещения
Жесткость несущих систем станков при большом числе упругих деталей и соединений между ними обычно близка к постоянному значению. Жесткость же отдельных соединений, предварительно не затянутых и имеющих зазоры, существенно нелинейна и зависит от характера приложения силы. Кроме того, жесткость соединений зависит от случайных изменений рельефа контактирующих поверхностей в первую очередь от шероховатости и волнистости. В связи с этим жесткость соединений и жесткость сложных деталей, изменяющаяся из-за изменения, например, толщины стенок, могут влиять на разброс значений жесткости даже одинаковых станков. На общую жесткость станков большое влияние оказывают соединения инструмента и заготовки с соответствующими узлами станка, поскольку эти соединения типа конусов, кулачков патрона, центровых отверстий имеют небольшую жесткость. Для повышения общей жесткости станка целесообразно выявлять элементы с пониженной жесткостью и затем принимать меры к ее повышению до уровня жесткости других последовательно нагруженных упругих звеньев. Виброустойчивость станка или динамическое его качество определяет его способность противодействовать возникновению колебаний, снижающих точность и производительность станка. Наиболее опасны колебания инструмента относительно заготовки. Вынужденные колебания возникают в упругой системе станка из-за неуравновешенности вращающихся звеньев привода и роторов электродвигателей, из-за периодических погрешностей в передачах и от внешних периодических возмущений. Особую опасность при вынужденных колебаниях представляют резонансные колебания, возникающие при совпадении частоты внешних воздействий с частотой собственных колебаний одного из упругих звеньев станка. Автоколебания или самовозбуждающиеся колебания связаны с характером протекания процессов резания и трения в подвижных соединениях. В условиях потери устойчивости возникают колебания, которые поддерживаются внешним источником энергии от привода станка. Параметрические колебания имеют место при периодически изменяющейся жесткости, например, при наличии шпоночной канавки на вращающемся валу. Возникающие при этом колебания сходны с вынужденными колебаниями. Низкочастотные фрикционные колебания наблюдаются при перемещении узлов станка недостаточно жестким приводом в условиях трения скольжения. В этих случаях непрерывное движение узла может при определенных условиях превратиться в прерывистое с периодически чередующимися скачками и остановками. Колебания в упругой системе станка возникают также во время переходных процессов, обусловленных пуском, остановкой, резким изменением режима работы. Основные пути повышения виброустойчивости станков: устранение источников периодических возмущений; подбор параметров упругой системы для обеспечения устойчивости; повышение демпфирующих свойств; применение систем автоматического управления уровнем колебаний. Теплостойкость станка характеризует его сопротивляемость возникновению недопустимых температурных деформаций при действии тех или иных источников теплоты. К основным источникам теплоты относятся процесс резания, двигатели, подвижные соединения, особенно при значительных скоростях относительного движения. При постоянно действующем источнике теплоты нагрев и температурное смещение изменяются с течением времени по экспоненте
где При чередующихся с паузами периодах работы изменения температурных смещений носят случайный характер, что усложняет применение различных методов компенсации температурных погрешностей. Точность позиционирования характеризуется ошибкой вывода узла станка в заданную позицию по одной или нескольким координатам. На точность позиционирования влияет большое число систематических и случайных погрешностей. Стабильность позиционирования определяют зоной рассеяния (дисперсией) положений узла станка при его подводе к определенному положению с одного и того же направления. Ошибку перемещения характеризуют систематической составляющей при фиксированном направлении подвода. Зоной нечувствительности называют разность ошибок положения узла при подводе его к заданной точке с разных сторон. Точность позиционирования является важной характеристикой качества всех станков с ЧПУ. Если известна характеристика точности позиционирования для данного конкретного станка, то ее можно уточнить при отработке управляющей программы.
ОСНОВЫ КИНЕМАТИКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Металлорежущий станок как техническая система представляет собой объединение трех подсистем: кинематической структуры, системы управления и компоновки (несущей системы). При этом первоначальной базой любого станка является его кинематическая структура, выражаемая кинематической схемой, в дальнейшем для краткости называемой кинематикой станка, так как функция станка – создание относительных движений инструмента и заготовки для получения в процессе обработки заданных поверхностей. Следовательно, и при конструировании, и при эксплуатации необходимо, прежде всего знать кинематическую структуру станка. Именно поэтому в дисциплине «Технологическое оборудование» основное внимание уделяется изучению кинематической структуры станков. Две другие подсистемы изучаются в соответствующих дисциплинах по учебному плану специальности 1-36 01 03. Для кинематической схемы конкретной конструкции станка свойствен подробный показ элементов и механизмов, в том числе типовых, составляющих структуру кинематических цепей общей кинематической схемы станка. Однако на начальном этапе разработки кинематической структуры и при изучении конкретной группы станков, объединенных общей первообразной целевой функцией, целесообразно заменить кинематическую схему структурной. Для этого достаточно последовательности типовых механизмов, например зубчатых и других передач, гитар сменных зубчатых колес и т.п., без ущерба для раскрытии сущности станка обобщить простейшими конструктивными признаками. При этом на первом начальном уровне обсуждения как при конструировании, так и при изучении кинематическая структура относительно выделена из общей структуры станка, т.е. целесообразно организованной технической системы. Это объясняется также тем, что при одной и той кинематической структуре возможно использование различных систем управления. Несмотря на большое разнообразие станков, предназначенных для выполнения не только различных, но и однотипных технологических операций, кинематическая структура станка базируется на ряде достаточно общих фундаментальных закономерностей, присущих всем станкам. Знание этих закономерностей позволяет быстрее осваивать, рациональнее эксплуатировать и проектировать станки, наиболее полно отвечающие требованиям современного промышленного производства. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 (1.2)
(1.2) (1.3)
(1.3) (1.4)
(1.4) (1.5)
(1.5) - годовой фонд времени; Т - полное время всего цикла изготовления детали.
- годовой фонд времени; Т - полное время всего цикла изготовления детали.
 -частость по интервалам изменения величины х;
-частость по интервалам изменения величины х;  - общая частость (весомость) деталей рассматриваемой группы.
- общая частость (весомость) деталей рассматриваемой группы. , (1.6)
, (1.6) , (1.7)
, (1.7) , учитывающим потери годового фонда времени по организационным и техническим причинам:
, учитывающим потери годового фонда времени по организационным и техническим причинам: . (1.8)
. (1.8) , (1.9)
, (1.9) , а NИ оказались исправными, определяют по формуле
, а NИ оказались исправными, определяют по формуле . (1.10)
. (1.10) . (1.11)
. (1.11) . (1.12)
. (1.12) .
. (1.13)
(1.13) из n элементов, соединенных последовательно, при условии их независимости по критерию надежности представляют в виде
из n элементов, соединенных последовательно, при условии их независимости по критерию надежности представляют в виде , (1.14)
, (1.14) — вероятность безотказной работы i-го элемента.
— вероятность безотказной работы i-го элемента.  ,
, - средняя наработка между отказами дает вероятность безотказной работы в виде:
- средняя наработка между отказами дает вероятность безотказной работы в виде: (1.15)
(1.15)
 .
.  , (1.16)
, (1.16) - интенсивность отказов i-го элемента;
- интенсивность отказов i-го элемента;  - среднее время на устранение отказа (на восстановление).
- среднее время на устранение отказа (на восстановление). по сравнению с номинальным значением производительности
по сравнению с номинальным значением производительности  (при абсолютной надежности):
(при абсолютной надежности):  .
.
 - надежность по внезапным отказам механических узлов;
- надежность по внезапным отказам механических узлов;  - надежность радиоэлектронной аппаратуры;
- надежность радиоэлектронной аппаратуры;  - надежность, обусловленная отказами по изнашиванию.
- надежность, обусловленная отказами по изнашиванию. . (1.17)
. (1.17) (2.18)
(2.18)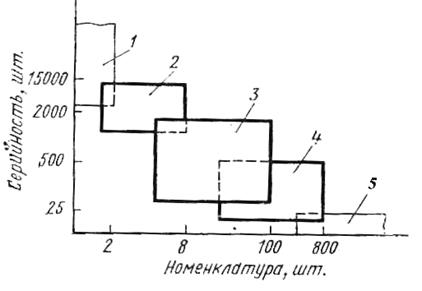
 в том же направлении
в том же направлении . (1.19)
. (1.19) . (1.20)
. (1.20) . (1.21)
. (1.21) . (1.22)
. (1.22) , (1.23)
, (1.23) - время;
- время;  - коэффициент, зависящий от материала и конструкции;
- коэффициент, зависящий от материала и конструкции;  при
при  ∞.
∞.