
|
|
I I. Основы взаимозаменяемостиВзаимозаменяемость - это свойство независимо изготовленных с заданной точностью деталей, обеспечивать возможность сборки без дополнительной механической обработки. Невозможно получить и проконтролировать один строго номинальный размер. Размеры партии деталей будут отличаться, поэтому их нужно ограничивать. Предположим, Вы захотели изготовить валик
- 0.012 - нижнее предельное отклонение (НПО). Для размеров отверстия или вала отклонения обозначаются: ES-верхнее предельное отклонение отверстия; EI- нижнее предельное отклонение отверстия; еs-верхнее предельное отклонение вала; еi- нижнее предельное отклонение вала. Предельных отклонений всегда 2, только отклонение, равное 0, на чертеже не проставляется. Отклонения проставляются справа от номинального размера мелкими цифрами, обязательно со своими знаками, в миллиметрах. В справочной литературе отклонения даны в микрометрах.
Допуск на размер - это разница между максимальным и минимальным размерами или разница между ВПО и НПО. T = Dmax –Dmin = ( D+ ВПО)- (D+НПО) = ВПО-НПО
С 1976г. в России действует единая система допусков и посадок (ЕСДП). В её основу положены ряды допусков, соответствующие одинаковой точности для всех номинальных размеров – квалитеты. По физическому смыслу квалитет – это класс точности. Всего 19 квалитетов: 01;0;1;2;…17. Из них с 01 по 5-й предназначены для эталонов, калибров и подшипников качения; с 6 по12-й – для соединений, а с 13 по17-й - для свободных размеров. Для весьма ответственных соединений применяют 5-й квалитет. С ростом номера квалитета точность размера уменьшается, то есть величина допуска на размер увеличивается. Посадки Посадкой называется характер соединения двух деталей, определяющийся наличием в соединении зазора или натяга. Посадки бывают трех типов: 1) подвижные – характеризуются гарантированным зазором (посадки с зазором); 2) неподвижные или прессовые – характеризуются гарантированным натягом (посадки с натягом); 3) переходные – в них возможен и зазор, и натяг. Системы образования посадок. Посадки выполняются в двух системах: 1) система отверстия (СО); 2) система вала (СВ). В СОотверстие одно (в пределах своего допуска) для всех посадок, а различные посадки получают за счет размеров вала. В СВ наоборот - вал один (в пределах своего допуска), а отверстия разные в разных посадках. Поскольку точный вал (с малой величиной допуска на размер) изготовить проще, чем точное отверстие, СОпредпочтительнее СВ. По физическому смыслу система расставляет приоритеты: что первично (вал или отверстие), а что вторично – выполняется в зависимости от типа посадки. В записи посадки систему определяет одна единственная буква алфавита: если стоит буква Н – это система отверстия (СО); если стоит букваh – это система вала (СВ). В СО отверстие называют основным. В СВ вал называют основным. У основного отверстия (Н) всегда верхнее предельное отклонение «+», а нижнее – 0. У основного вала (h) всегда верхнее предельное отклонение 0, а нижнее – « - ». Если Вы на чертеже поставите размеры без указания предельных отклонений (в производственном лексиконе свободные размеры), то размер вала будет занижен относительно номинального размера, а размер отверстия наоборот, будет больше номинального. Свободные размеры воспринимаются как основные, и любой станочник будет соблюдать знаки отклонений основных размеров. Обозначение посадок и размеров на чертежах. Посадки ставятся только на сборочных чертежах, там, где одновременно присутствует и вал, и отверстие. На деталировочных (рабочих) чертежах ставятся размеры с полями допусков. Посадки записываются в виде дроби: в числителе - поле допуска отверстия – заглавная буква и номер квалитета; в знаменателе – поле допуска вала – строчная буква и номер квалитета. В системе отверстия: посадки с зазором имеют следующие буквы для вала
переходные посадки
посадки с натягом p, r, s, t, u, v, x, y, zпо мере продвижения от p к zнатяг увеличивается.
В системе вала буквы для отверстия точно такие же, только заглавные. В качестве примера выполним и расшифруем несколько записей.
При проставлении размеров на чертежах возможны 3 варианта, например
На чертежах сложных, ответственных деталей кроме размеров указываются допуски формы и расположения поверхностей. Они имеют свои знаки (см. таблицу 2.1).
Применение некоторых из этих допусков покажем в конце раздела на примере чертежа ступенчатого вала.
На чертеже кроме размеров с указанными полями допусков, как правило, остаются размеры (неответственные), поля допусков которых не указаны, так называемые свободные размеры. Однако, ГОСТ 30893.1 регламентирует их свободу записью над штампом чертежа. Аналогично ГОСТ 30893.2 регламентирует допуски формы и расположения. Предлагается несколько видов записи. Например, «Общие допуски по ГОСТ 30893.1: Н14; h14; ±IT14/2»; «Общие допуски по – ГОСТ 30893.2-К».Возможна и одна общая запись «Общие допуски ГОСТ 30893.1-m; ГОСТ 30893.2-К».Здесь буквы указывают классы точности. Классы точности по размерам: f –точный (соответствует12) ;m – средний (IT14); c– грубый (IT160; v– очень грубый (IT17). Классы точности по форме и расположению: Н– точный; К– средний; L– грубый. Согласно 1-му варианту записи свободные размеры отверстий и валов ограничены 14 квалитетом, остальные – симметричным полем допуска по 14 квалитету. 14-й квалитет не является всеобъемлющим, Вы можете указать свой квалитет, в зависимости от требований, предъявляемых к детали.
В качестве практического приложения разберем несколько посадок. Наиболее часто встречающаяся в инженерной практике – посадка подшипника качения на вал. Если Вы заметили, в перечне букв, предназначенных для обозначения полей допусков, нет буквы Lи l.Эти буквы предназначены для подшипников качения. При этом следом за буквой ставится не квалитет, а класс точности подшипника. По ГОСТ 520-71 установлено пять классов точности подшипников: 0 -нормальной; 6Х, 6- повышенной; 5- высокой; 4- прецизионной; 2и Т –сверхпрецизионной. Класс точности записывается перед номером подшипника, при этом 0не пишется. Например, у вас два внешне одинаковых подшипника, имеющих номера: 206; 6-206.Это подшипники разных классов точности: 1-й – нормальной,а 2-й – повышенной. В большинстве встречающихся нам изделий применяют подшипники классов 0и 6.
Рассмотрим возможные варианты полей допусков вала под подшипник (рис.2.1). Рис.2.1 Видим, что js6 дает переходную посадку, то есть может получиться и зазор, и натяг. При зазоре кольцо подшипника может проворачиваться на валу, а это не желательно. Поэтому js6 применяют только в не ответственных, тихоходных изделиях. Поле k6 дает посадку с минимальным гарантированным натягом, что и нужно для подшипника. В большинстве случаев применяют поле допуска вала k6. Поля допусков m6 и n6 применяют в тяжело нагруженных, скоростных машинах и агрегатах (турбины; авиационный, ж.д. и частично автомобильный транспорт и др.).
Разберем посадку подшипника № 206 на вал. Запись посадки имеет вид
Максимальный натяг равен Nmax = 0.015 + 0.010 = 0.025. Минимальный натяг равен Nmin = 0.002 Очевидно, что наиболее вероятен средний натяг Nср.= (Nmax + Nmin)/2 = (0.025 + 0.002)/2 = 0.0135 Рис.2.2 Разберем посадку шейки коленчатого вала автомобиля во вкладышах. Какая деталь важнее (дороже)? Ответ очевиден – коленчатый вал. Следовательно, это посадка в системе вала с зазором.
Поля допусков показаны на рис.2.3. Максимальный зазор равен Smax = 0.034 + 0.016 = 0.050 Минимальный зазор равен Smin = 0.009 Средний зазор равен Sср. = (0.050 + 0.009)/2 = 0.0295 То есть наиболее вероятен зазор порядка 0.03 мм. Рис.2.3
Для практики предлагаю самостоятельно разобрать еще несколько посадок, например: посадку в СОпереходную; посадку в СВпереходную. В этих посадках наиболее вероятным будет тот (зазор или натяг), чья величина будет больше. Его средняя величина определится как полуразность максимальных величин.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 8,000000. Что получится в действительности? Если размер
8,000000. Что получится в действительности? Если размер 
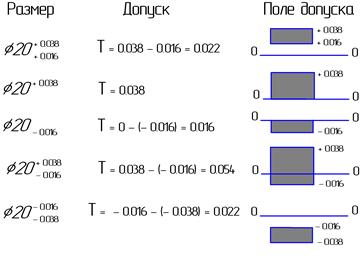 Поле допуска – это поле, ограниченное верхним и нижним отклонениями. Поля допусков можно изображать графически.
Поле допуска – это поле, ограниченное верхним и нижним отклонениями. Поля допусков можно изображать графически. a, b, c, cd, d, e, ef, f, fg, g, hпо мере продвижения от aк hзазор уменьшается;
a, b, c, cd, d, e, ef, f, fg, g, hпо мере продвижения от aк hзазор уменьшается; js, j, k, m, nпо мере продвижения от jsк n вероятность натяга увеличивается;
js, j, k, m, nпо мере продвижения от jsк n вероятность натяга увеличивается;
 Все 3 записи верны. Однако, в1-м случае Вы заставляете изготовителя и контролера смотреть в таблицу предельных отклонений (есть вероятность ошибки). В 3-м варианте не очевиден тип будущей посадки. Наиболее предпочтителен 2-й вариант. В своей инженерной практике старайтесь использовать именно этот вариант записи размера.
Все 3 записи верны. Однако, в1-м случае Вы заставляете изготовителя и контролера смотреть в таблицу предельных отклонений (есть вероятность ошибки). В 3-м варианте не очевиден тип будущей посадки. Наиболее предпочтителен 2-й вариант. В своей инженерной практике старайтесь использовать именно этот вариант записи размера.
 Поля допусков размеров подшипников лежат в отрицательной области. При этом верхнее предельное отклонение в большинстве случаев равно 0.
Поля допусков размеров подшипников лежат в отрицательной области. При этом верхнее предельное отклонение в большинстве случаев равно 0.
 . Поля допусков показаны на рис.2.2.
. Поля допусков показаны на рис.2.2. .
. 