
|
|
Алмазное выглаживание деталиДля обработки деталей с высокой точностью и малой шероховатостью поверхности применяют алмазное выглаживание, с помощью которого достигается шероховатость поверхности Rа=0,1 мкм. В качестве инструмента
Рис-32.алмазное выглаживание.
Для снижения шероховатости поверхности детали применяют обработку шлифовальной лентой (полирование). Такая обработка производится в тех случаях, когда к обработанным поверхностям не предъявляют высоких требований по точности размеров. Полирование обеспечивает шероховатость обработанной поверхности Ra=1,6-0,2 мкм. Существуют различные приемы, с помощью которых абразивную ленту прижимают к поверхности вращающейся детали. Запрещается наматывать абразивную ленту на обрабатываемую деталь или прижимать ее к детали рукой. Концы абразивной ленты рекомендуется закреплять в резцовой головке поперечного суппорта - а), или производить обработку вручную - б), рисунок вверху. Можно также применять деревянные державки с углублением по форме детали, в которое закладывают абразивную ленту. При обработке сталей и цветных металлов применяют абразивные ленты с покрытием электрокорундом, а при обработке чугуна и других хрупких металлов - с покрытием карбидом ВЗ или К4. Абразивные ленты с зернистостью 50-25 применяют для зачистки поверхностей, обработанных с шероховатостью Ra=12,5- 6,3 мкм; зернистостью 25-16-для поверхностей с шероховатостью Rа=3,2-1,6 мкм, зернистостью 16-8- для поверхностей с шероховатостью Rа=0,8 мкм. Обработку абразивной лентой производят при максимально
Для достижения высокой точности размеров детали и малой шероховатости ее поверхности применяется притирка (доводка), т. е. обработка с использованием мелкозернистых шлифпорошков, микропорошков и паст. Различают следующие виды притирки: грубая - с применением шлифпорошков зернистостью 28-63, при которой обеспечивается шероховатость обработанной поверхности Ra=0,80-0,40 мкм; предварительная - с применением микропорошков зернистостью 10-28 для достижения шероховатости обработанной поверхности Rа=0,2-0,1 мкм; окончательная - для достижения шероховатости обработанной поверхности Rа<0,1 мкм. Применяемые для притирки пасты состоят из абразивных порошков и химически активных веществ, которые ускоряют процесс притирки, образуя на обрабатываемой поверхности мягкую пленку, легко удаляемую абразивными зернами. Притирку наружных и внутренних поверхностей выполняют притиром, состоящим из двух и более частей (рисунок справа внизу), который устанавливают в державку, обеспечивающую прижим его к обрабатываемой поверхности. Притиры изготовляют из закаленной стали, чугуна, латуни и меди. Рабочую поверхность притира покрывают ровным слоем шлифпорошка (с машинным маслом) или пасты. В процессе обработки притир плавно перемещают вдоль вращающейся детали. При этом между притиром и деталью создается небольшой натяг. Если материал притира мягче обрабатываемого материала, то абразивные зерна внедряются в поверхность притира, т. е. происходит шаржирование поверхности; такие притиры лучше обрабатывают поверхность при меньшем расходе шлифпорошка и пасты. Для охлаждения обрабатываемую поверхность смазывают жидким машинным маслом или керосином. Припуск на притирку 0,02-0,005 мм на диаметр. Окружная скорость детали при притирке 10-30 м/мин. Для получения повышенной точности обработки окружную скорость снижают до 5-6 м/мин, чтобы избежать перегрева детали и искажения ее формы. Деталь перед притиркой должна иметь шероховатость поверхности Ra=0,8-0,4 мкм. При чистовой обработке рабочий диаметр притира не должен отличаться от диаметра обрабатываемой поверхности детали более чем на 0,02-0,05 мм. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 при алмазном выглаживании применяют державку, в которой закрепляют в оправе кристалл алмаза или синтетического сверхтвердого материала массой 0,5-1,0 карата. Рабочая поверхность алмаза имеет форму полусферы и отличается высоким качеством. Жестко закрепленная в резцедержателе державка с алмазом при поперечном движении суппорта подводится к вращающейся детали. При дальнейшем движении суппорта в поперечном направлении создается небольшой натяг. Затем при равномерной продольной подаче суппорта алмаз перемещается вдоль обрабатываемой поверхности детали.
при алмазном выглаживании применяют державку, в которой закрепляют в оправе кристалл алмаза или синтетического сверхтвердого материала массой 0,5-1,0 карата. Рабочая поверхность алмаза имеет форму полусферы и отличается высоким качеством. Жестко закрепленная в резцедержателе державка с алмазом при поперечном движении суппорта подводится к вращающейся детали. При дальнейшем движении суппорта в поперечном направлении создается небольшой натяг. Затем при равномерной продольной подаче суппорта алмаз перемещается вдоль обрабатываемой поверхности детали.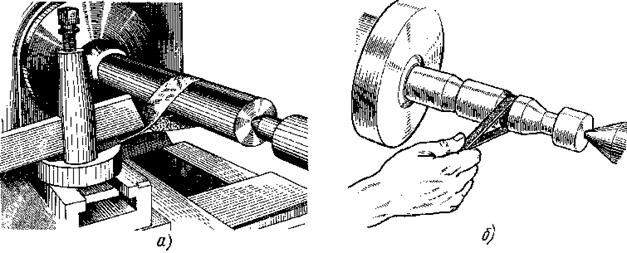
 возможной (для данного станка) частоте вращения шпинделя; однако при этом не должно быть вибраций станка. Чтобы абразивная пыль не попадала в отверстие патрона, его закрывают заглушкой из пенопласта.
возможной (для данного станка) частоте вращения шпинделя; однако при этом не должно быть вибраций станка. Чтобы абразивная пыль не попадала в отверстие патрона, его закрывают заглушкой из пенопласта.