
|
|
Поузловая разборка станка 6М12ППоступающий в ремонт станок 6М12ПБ осматривают и фиксируют дефекты, выявленные в процессе эксплуатации, проверяют его точность и определяют характер нарушения основных координат, что позволяет уточнить последовательность проведения ремонтных работ и выявить величины износа отдельных деталей. Перед разборкой данного оборудования необходимо также проверить его укомплектованность всеми принадлежностями, изучить технологический процесс разборки, руководство по эксплуатации, чертежи основных частей, кинематическую схему. Перед разборкой вертикального консольно-фрезерного станка 6М12П необходимо сначала подготовить рабочее место размером 3×4 м. к проведению разборки: убрать с рабочего места все лишние принадлежности, подготовить ключи, отвёртки, выколотки, съёмники, стеллажи, подставки и ящики для деталей, подъёмные устройства и др. Для снятия узлов и тяжёлых деталей, таких как поворотная головка, консоль, применяют краны, тали, подъёмные тележки с механической, гидравлической и пневматической системами подъёма груза и другие подъёмные механизмы. Это облегчает и ускоряет процесс разборки, а также обеспечивает безопасные условия работы. При зачалке таких деталей, как станины, стола, консоли, надо предупреждать возможность их опрокидывания во время подъёма. Разборку станка 6М12П осуществляют в РМЦ на специальном участке. Здесь разборка оборудования начинается с демонтажа отдельных деталей, связывающих или крепящих узлы, далее снимаются сами узлы, по возможности нерасчленёнными. Затем на стендах узлы разбираются на под узлы и детали. Разобранные детали поступают в моечное отделение, которое обычно находится рядом с участком разборки, где детали промывают и обезжиривают. При выполнении разборки длинные валы и винты следует предохранять при снятии от прогиба, применяя несколько опор, крупные детали укладываются на деревянные подставки или столы возле ремонтируемого оборудования, мелкие – в ящики и на стеллажи. После демонтажа узлов оборудования приступают к их подетальной разборке. Прежде, чем разобрать какой-либо узел, нужно разобраться в его конструкции, чтобы не повредить корпус и детали. Разборку производят инструментами и приспособлениями, исключающими повреждение годных деталей, при использовании молотков по деталям ударяют через подставку или выколотки из дерева или мягкого металла, при разборке деталей нельзя допускать их перекосов, заклинивания и повреждений. Не следует прилагать больших усилий к трудно снимаемым деталям: необходимо выяснить причину заедания и устранить её. При отворачивании гаек и винтов применяют ключи соответствующей формы и размера во избежание повреждения граней резьбовых деталей. При разборке резьбовых соединений нельзя пользоваться насадками на ключ. Шпильки должны выворачиваться специальными шпильковёртами Демонтированные годные подшипники промывают, смазывают и заворачивают в промасленную бумагу. Последовательность разборки станка 6М12П Станок 6М12ПБ после установки его на площадку разбирают на отдельные узлы в следующей последовательности: 1. Демонтировать поворотную головку 5. 2. Снять коробку переключения 2 и механизм переключения скоростей 3 со станины станка. 3. Демонтировать стол и салазки 8. 4. Снять механизм замедления подачи 9. 5. Демонтировать основной пульт 10. 6. Демонтировать коробку подач 12. 7. Снять консоль 11. Технологический процесс разборки поворотной головки станка вертикального консольно-фрезерного 6М12П (приводится в таблице) Перед разборкой данного узла необходимо сначала: 1. Снять рукоятки для поворота головки и её перемещения 2. Снять боковые крышки Таблица 3,1 – Технологический процесс разборки поворотной головки станка 6М12ПБ (см. черт. 2-360103.11.446.09.01.СБ)
Общая сборка Общая сборка сверлильной головки 2-360103.11.446.09.01СБ осуществляется в порядке, обратном разборке. 3.2.5 Расчёт усилия запрессовки (распрессовки) подшипника шарикового радиального однорядного средней серии ГОСТ 8338 – 75 на валу 2-360103.11.446.09.01.002 вертикально консольно-фрезерного станка 6М12ПБ[2, c. 68]
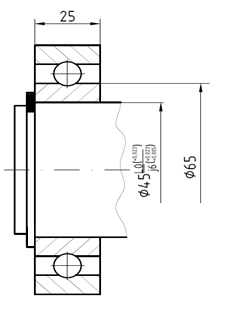
Рисунок 3.3 – Схема расположения подшипника на валу Определение осевого усилия, необходимого для запрессовки, кН[2, c. 68];
где G – модуль сдвига, Тогда, сделав подстановку в формулу 3.8 следующих значений, получим:

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
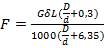 , (3.8)
, (3.8) ; (для стали G=81
; (для стали G=81  - наибольший расчётный натяг соединения, мкм; (так как посадочный диаметр подшипника имеет следующее значение:
- наибольший расчётный натяг соединения, мкм; (так как посадочный диаметр подшипника имеет следующее значение:  , принимаем
, принимаем  мкм); L – длина запрессовки, ступицы охватывающей детали, мм; (L=25 мм.)D – наружный диаметр ступицы охватывающей детали, мм; (D=65 мм); d – внутренний диаметр охватывающей детали, мм; (d=45 мм.)
мкм); L – длина запрессовки, ступицы охватывающей детали, мм; (L=25 мм.)D – наружный диаметр ступицы охватывающей детали, мм; (D=65 мм); d – внутренний диаметр охватывающей детали, мм; (d=45 мм.)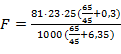 ;
;  кН
кН