|
|
Сверла для глубокого сверления
Глубоким считается сверление отверстий на глубину, превышающую диаметр сверла в 5 и более раз. Глубокое сверление производится, как правило, при вращающейся заготовке, реже при вращении инструмента и заготовки вместе. При сверлении глубоких отверстий возникают проблемы: • затруднен отвод стружки; • затруднен отвод тепла, необходимо обеспечить подвод СОЖ в зону резания; • требуется обеспечить более точное направление сверла в процессе работы.
Сверла для глубокого сверления можно разделить на две группы: •Многокромочные сверла с поперечной кромкой, имеющие две главные режущие кромки. Их преимущество – высокая производительность. Недостаток – наличие поперечной кромки, вследствие чего появляются вибрации в работе, снижается качество обработки. Возможен увод сверла с оси детали, не обеспечивается прямолинейность оси. •Однокромочные сверлаили сверла одностороннего резания.
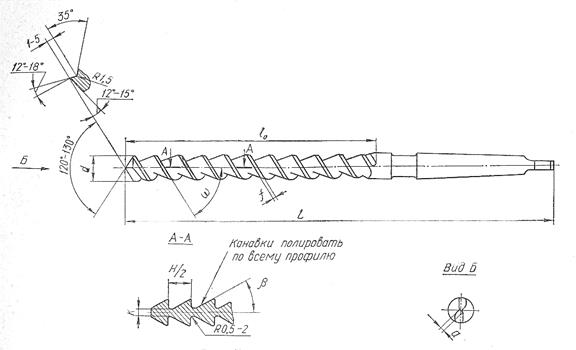
Шнековые сверла
Рис.11. Шнековое сверло Конструкция канавки этого сверла обеспечивает хороший отвод стружки. Особенности шнековых сверл: • Большой угол наклона стружечных канавок (ω = 60…650). • Увеличенный диаметр сердцевины сверла dc =(0,3…0,35)D. • Треугольный профиль стружечных канавок в осевом сечении. Образующая рабочей стороны канавки перпендикулярна оси сверла. • Уменьшенная ширина направляющей ленточки по сравнению со спиральным сверлом fшн = (0,5…0,8) fсп. • Подточка передней поверхности. • Наличие стружколомающего уступа. Шнековые сверла обеспечивают высокую производительность, благодаря непрерывности процесса обработки. Эжекторные сверла
Сверло обеспечивает точность обработки по 9…11 квалитетам и шероховатость поверхности Ra = 2,5…0,63 мкм.
С внутренним отводом стружки
большим давлением (10…20 кгс/мм2) в пространство между наружным диаметром стебля и стенками отверстия. Для спокойной работы на режущих кромках выполняют стружкоразделительные канавки.
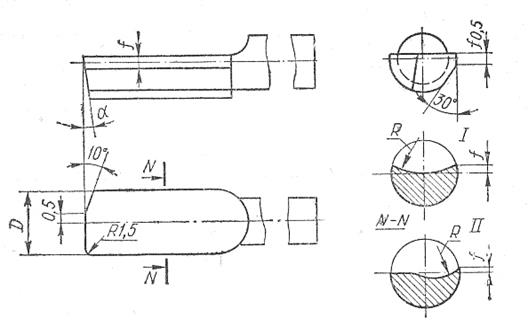
Пушечные сверла
Рис. 13. Пушечное сверло Пушечное сверло представляет собой стержень, передний конец которого срезан и заточен под соответствующими углами. Во избежание заедания сверла в отверстии передняя поверхность располагается выше центра на 0,2…0,5 мм в зависимости от диаметра сверла. Сверло имеет главную режущую кромку, направленную перпендикулярно оси отверстия и на 0,5…0,8 мм проходящую через центр. Вспомогательная режущая кромка может быть срезана под углом 100. сверло работает с направлением по предварительно надсверленному отверстию. Для направления сверло имеет цилиндрическую поверхность. Геометрия сверла не выгодная. Передний угол нулевой. Задний – 8…100. Для уменьшения трения направляющей о стенки отверстия срезана лыска под углом 300 и направляющая имеет обратную конусность 0,03…0,05 мм на 100мм длины. Сверло не обеспечивает непрерывного процесса резания, т.к. для удаления стружки и охлаждения сверло периодически необходимо выводить из отверстия.
Ружейные сверла 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
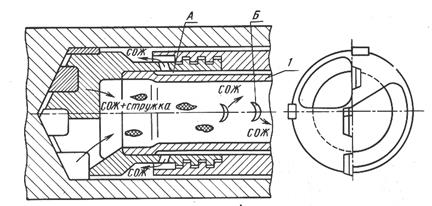 В основе эжекторного сверла лежит сверлильная головка с твердосплавными ножами, навинченная на сверлильную трубу. Внутри наружного стебля находится внутренний стебель. Они служат для разграничения потоков СОЖ. Жидкость под давлением 2…3 МПа насосом подается в полость между наружным и внутренним стеблем к режущей части сверла. Основное количество СОЖ (около 70%) нагнетается через отверстия к режущей части сверла, что обеспечивает смазку и охлаждение опорной втулки и ножей. Остальная жидкость через щели во внутреннем стебле попадает в центральную полость. В результате перепада давления создается разряжение внутри корпуса сверла. Основной поток жидкости со стружкой из зоны резания как бы засасывается жидкостью в центральной части и движется с большей скоростью.
В основе эжекторного сверла лежит сверлильная головка с твердосплавными ножами, навинченная на сверлильную трубу. Внутри наружного стебля находится внутренний стебель. Они служат для разграничения потоков СОЖ. Жидкость под давлением 2…3 МПа насосом подается в полость между наружным и внутренним стеблем к режущей части сверла. Основное количество СОЖ (около 70%) нагнетается через отверстия к режущей части сверла, что обеспечивает смазку и охлаждение опорной втулки и ножей. Остальная жидкость через щели во внутреннем стебле попадает в центральную полость. В результате перепада давления создается разряжение внутри корпуса сверла. Основной поток жидкости со стружкой из зоны резания как бы засасывается жидкостью в центральной части и движется с большей скоростью.
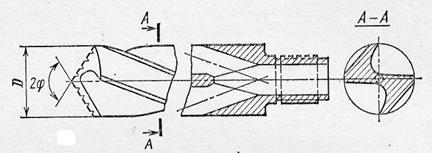 Сверло с четырьмя направляющими ленточками, образующими каналы для подачи СОЖ . Отвод стружки через внутреннее отверстие. СОЖ подается под
Сверло с четырьмя направляющими ленточками, образующими каналы для подачи СОЖ . Отвод стружки через внутреннее отверстие. СОЖ подается под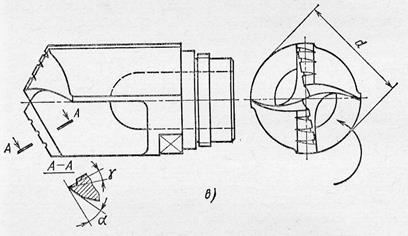 В отличие от эжекторной системы данный метод предъявляет определенные требования к гидравлическим уплотнениям аппаратуры снабжения СОЖ и обрабатываемой заготовки.
В отличие от эжекторной системы данный метод предъявляет определенные требования к гидравлическим уплотнениям аппаратуры снабжения СОЖ и обрабатываемой заготовки.