
|
|
Конструктивные параметры сверлаА.Г.Федотов Тема 8. Инструмент для обработки отверстий
(Особенности обработки отверстий: удаление стружки, увод инструмента, охлаждение. Конструкция иструменьов: сверла, зенкеры, развертки, расточной инструмент, Выбор инструмента в зависимости от параметров обработанной поверхности.) Кинематика резания • Главное движение – вращение инструмента или заготовки относительно оси обрабатываемого отверстия • Движение подачи – поступательное перемещение вдоль оси вращения • Результирующее движение - винтовое Методы получения отверстий
Существует три основных метода получения отверстий: • •кольцевое сверлениетакже выполняется за одну операцию. В заготовке вырезается кольцевая полость, а в середине остается сердечник. При обработке больших диаметров снижается расход мощности и снижается осевая сила. •рассверливание –увеличение диаметра отверстия с целью повышения его точности и снижения шероховатости.
Сверла
Сверло – осевой режущий инструмент для обработки отверстий в сплошном материале и увеличения диаметра имеющегося отверстия (Рис.1).
Рис.1. Спиральное сверло Спиральные сверла Спиральные сверла используются для обработки отверстий диаметром до 80 мм, обеспечивают точность, соответствующую 11…12 квалитету, и шероховатость Rz =40…160 мкм.
• Рабочая частьсостоит из - режущей части с двумя главными режущими кромками, которая предназначена для срезания всего припуска; - направляющей частипредназначенной для направления сверла в работе, обеспечивающей удаление стружки и служащей запасом на переточку. •Хвостовикслужит для закрепления сверла на станке. Может быть цилиндрическим (для сверл малого диаметра) или коническим. Конические хвостовики обеспечивают передачу большего крутящего момента, лучше центрируют и позволяют быструю установку. •Шейкаоблегчает шлифование хвостовика. •Лапкадля облегчения выбивания сверла из патрона станка
Конструктивные параметры сверла (Рис.2.) •Диаметр сверла Dвыбирается с учетом неизбежной разбивки обрабатываемого отверстия. • Для уменьшения трения на направляющей части выполняют обратную конусность, т.е. диаметр сверла уменьшается от вершины к хвостовику. Угол обратного конуса φ΄@ 1΄… 4΄, больший угол недопустим из-за значительного изменения диаметра при переточках. •Длина рабочей части l0 сверла зависит от глубины сверления и запаса на переточку l0 ≥ l + 3D (l – глубина отверстия). С увеличением длины рабочей части количество переточек сверла возрастает, но снижается жесткость сверла и стойкость между переточками. Для обработки прочных материалов желательно выбирать короткие сверла. • Выемка по затылку зуба tвыполняется для уменьшения трения сверла об обработанную поверхность, t =0,1…1,2 мм. • Винтовые ленточкипредназначены для направления сверла в процессе резания. Ширина ленточки f должна быть минимальной и выбирается в зависимости от диаметра сверла. f = 0,3…2,6 мм. • Поперечная кромка – линия пересечения задних поверхностей двух зубьев сверла. Она характеризуется длиной и углом ψ между осью симметрии сверла и направлением проекции поперечной кромки на плоскость, перпендикулярную оси сверла. Ψ = 550 Поперечная кромка – неблагоприятный элемент конструкции сверла. Из-за наличия большого угла резания поперечная кромка не режет, а скоблит и выдавливает материал. • Диаметр сердцевины dс влияет на прочность и жесткость сверла и на величину поперечной кромки. Увеличениеdс с одной стороны повышает стойкость за счет увеличения жесткости, с другой стороны при этом увеличивается длина поперечной кромки – увеличивается работа резания, тепловыделение и стойкость снижается. Оптимальный d сопт обеспечивает максимальную стойкость сверла d сопт = (0,12…0,2)D.Для увеличения жесткости dс увеличивается от вершины к хвостовику, т.е. сердцевина выполняется конической. • Стружечная канавка.Ее размеры и профиль выбираются из условия обеспечения прочности сверла и достаточного пространства для стружки. Профиль канавки создается профилем фасонной фрезы, накатных роликов или других инструментов, определяется графически или рассчитывается. Геометрия сверла (рис.3.) • При уменьшении 2φсила подачи снижается, а крутящий момент возрастает. Длина режущей кромки увеличивается – отвод тепла улучшается. Толщина стружки уменьшается. Снижается прочность вершины сверла. Угол 2φ выбирается экспериментально в зависимости от обрабатываемого материала.
Рис.3. Геометрия спирального сверла
• Угол наклона винтовой стружечной канавки ω измеряется на наружном диаметре сверла
Pz - шаг винтовой стружечной канавки. От угла ωзависят: - сход стружки, с увеличением этого угла отвод стружки улучшается; - прочность и жесткость сверла, с увеличениемωжесткость на изгиб снижается, а жесткость на кручение возрастает; - величина переднего угла, с увеличением ωпередний уголвозрастает. Международная организация по стандартизации ISO рекомендует три типа сверл: - тип Н для обработки хрупких материалов с ω=10…160; - тип N для обработки материалов, дающих элементную стружку с ω=25…350; - тип W для обработки вязких материалов (алюминий, медь и т.п.) с ω=35…450 • Передний уголγ главных режущих кромок в рабочей плоскости 0-0 (рис.3.) для каждой точки режущей кромки равняется углу наклона винтовой канавки на диаметре рассматриваемой точки:
ωА –угол наклона винтовой канавки в данном сечении. Передний угол в главной секущей плоскости N-N
Как видно из формулы, передний угол зависит от угла ω и уменьшается на режущей кромке от периферии к центру. На поперечной кромке передний угол имеет отрицательные значения.
• Задний угол aпринято рассматривать в рабочей плоскости О-О (Рис.3.). Кинематический задний угол aρ (Рис.4.) определяют как угол между винтовой траекторией результирую-щего движения резания и касательной к задней поверхности aρi = ai – μi , где μi – угол скорости резания
Угол скорости резания увеличивается с ростом подачи и уменьшением диаметра рассматриваемой точки. Для выравнивания кинематических задних углов инструментальный задний угол делают переменным вдоль режущей кромки. На периферии он равен 8…140 , а у сердце-вины 20…250 Рис.4. Геометрия задней поверхности сверла

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 сверление в сплошном материале –образованиеотверстия определенного диаметра в сплошном материале за одну операцию. Наиболее распространенный метод.
сверление в сплошном материале –образованиеотверстия определенного диаметра в сплошном материале за одну операцию. Наиболее распространенный метод.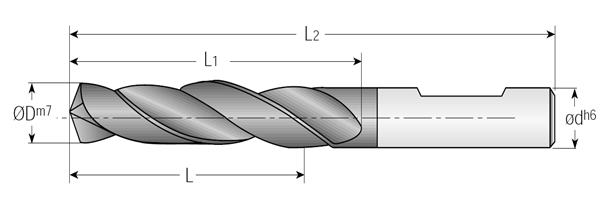

 Угол конуса при вершине 2φопределяет производительность и стойкость сверла. Играет роль главного угла в плане, подобно ему влияет на составляющие силы резания, длину режущей кромки и параметры сечения срезаемого слоя.
Угол конуса при вершине 2φопределяет производительность и стойкость сверла. Играет роль главного угла в плане, подобно ему влияет на составляющие силы резания, длину режущей кромки и параметры сечения срезаемого слоя. , где
, где , где
, где ,
,
