
|
|
Обработка заготовок на токарных одношпиндельных автоматахОдношпиндельные фасонно-отрезные автоматы.На этих автоматах обрабатывают детали простой формы, небольших диаметров и длин. Заготовками для изготовления деталей служат прутки. Пруток пропускают сквозь полый шпиндель автомата и закрепляют в цанговом патроне. Автоматы имеют два-четыре поперечных суппорта (передний, задний, один вертикальный или два наклонных). На суппортах закрепляют фасонные резцы; в одном из суппортов — отрезной резец. На рис. VI.43 показана схема обработки поверхностей заготовки на двухсуппортном фасонно-отрезном автомате фасонным призматическим и отрезным резцами. На фасонно-отрезных автоматах обрабатывают только наружные поверхности заготовок, имеющих форму тел вращения, и только с поперечной подачей резцов.
Одношпиндельные продольно-фасонные автоматы. На этих автоматах обрабатывают детали сложной формы диаметром до 18— 22 мм и длиной l до 20 d. Заготовками для изготовления деталей служат точные калиброванные прутки. Пруток зажимают в цанговом патроне автомата и пропускают сквозь люнетную втулку 2 стойки 3 (рис. VI.44).
Скоростями перемещения передней бабки (прутка) и поперечных суппортов, а также моментами включения и выключения sпр и sп управляет распределительный вал автомата. Сочетание продольной подачи прутка с поперечной подачей резцов позволяет на заготовке обтачивать наружные цилиндрические, конические и фасонные поверхности, подрезать торцы, протачивать канавки, галтели, обтачивать фаски. Использование дополнительного продольного суппорта позволяет выполнять сверлильные или резьбонарезные работы. Поверхности заготовки обрабатывают в месте ее выхода из люнетной втулки, что исключает деформацию заготовки. Одношпиндельные токарно-револьверные автоматы. На этих автоматах обрабатывают сложные детали диаметром 8—36 мм. Токарно-револьверный автомат (рис. VI.45) имеет шпиндельную бабку 2, как правило, с цанговым патроном, зажимным и Токарно-револьверный автомат работает по замкнутому циклу по принципу параллельной обработки. Обработка поверхностей заготовок на токарно-револьверном автомате аналогична обработке поверхностей заготовок на универсальных токарно-револьверных станках. Однако автоматизация всех установочных и вспомогательных движений обеспечивает высокую производительность. Автоматы используют для изготовления большой партии деталей. На токарно-револьверных автоматах обрабатывают цилиндрические, конические и фасонные поверхности, подрезают торцы, протачивают канавки, галтели, фаски; обрабатывают отверстия сверлением, зенкерованием, зенкованием, развертыванием и растачиванием; нарезают наружную (плашками) и внутреннюю(метчиками) резьбы; накатывают рифления и т. д. Использование дополнительных устройств расширяет технологические возможности автоматов. Например, установка специального автоматического приспособления позволяет фрезеровать шлицевые канавки на головках винтов и т. д.
На рис. VI.46 показаны примеры типовых деталей, обрабатываемых на одношпиндельных токарно-револьверных автоматах.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
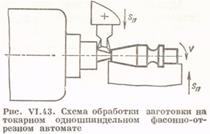 Некоторые модели автоматов имеют сверлильный суппорт, в котором закрепляют сверло. Отверстие сверлят с продольной подачей сверлильного суппорта. После окончания обработки всех поверхностей заготовки фасонными резцами отрезной резец отрезает готовую деталь от прутка, и цикл работы автомата повторяется.
Некоторые модели автоматов имеют сверлильный суппорт, в котором закрепляют сверло. Отверстие сверлят с продольной подачей сверлильного суппорта. После окончания обработки всех поверхностей заготовки фасонными резцами отрезной резец отрезает готовую деталь от прутка, и цикл работы автомата повторяется.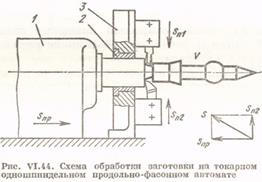 Шпиндельная бабка 1 автомата имеет продольную подачу. В некоторых моделях автоматов продольную подачу имеет шпиндель. Пруток, закрепленный в шпинделе автомата, одновременно с вращением получает еще и продольную подачу. Суппорты автомата (их может быть до пяти) имеют поперечную подачу. В зажимных устройствах суппортов закрепляют проходные резцы и один отрезной резец.
Шпиндельная бабка 1 автомата имеет продольную подачу. В некоторых моделях автоматов продольную подачу имеет шпиндель. Пруток, закрепленный в шпинделе автомата, одновременно с вращением получает еще и продольную подачу. Суппорты автомата (их может быть до пяти) имеют поперечную подачу. В зажимных устройствах суппортов закрепляют проходные резцы и один отрезной резец.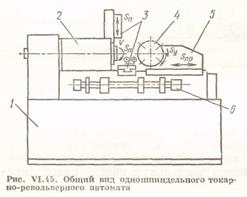 подающим механизмами. Не станине 1 и шпиндельной бабке смонтированы поперечные суппорты 3. Обычно автомат имеет два-три суппорта. Кроме поперечных суппортов автомат снабжен револьверным суппортом 5 с револьверной головкой 4, имеющей горизонтальную ось вращения. Суппорты автомата имеют только поперечную подачу, револьверная головка — только продольную. Включением, выключением и изменением скоростей вращения заготовки и перемещения суппортов и револьверной головки управляет распределительный вал 6 автомата.
подающим механизмами. Не станине 1 и шпиндельной бабке смонтированы поперечные суппорты 3. Обычно автомат имеет два-три суппорта. Кроме поперечных суппортов автомат снабжен револьверным суппортом 5 с револьверной головкой 4, имеющей горизонтальную ось вращения. Суппорты автомата имеют только поперечную подачу, револьверная головка — только продольную. Включением, выключением и изменением скоростей вращения заготовки и перемещения суппортов и револьверной головки управляет распределительный вал 6 автомата. На токарно-револьверных автоматах инструменты, работающие с продольной подачей, закрепляют в гнездах револьверной головки; инструменты, работающие с поперечной подачей, — в зажимных устройствах поперечных суппортов.
На токарно-револьверных автоматах инструменты, работающие с продольной подачей, закрепляют в гнездах револьверной головки; инструменты, работающие с поперечной подачей, — в зажимных устройствах поперечных суппортов.