
|
|
Обработка поверхностей заготовок на протяжных станках
Горизонтально-протяжной станок.Этот станок для внутреннего протягивания (рис. VI. 100) состоит из станины 1, насосной станции 2, гидроцилиндра 3, каретки 4, опорного кронштейна 5 и корыта 6. Протяжку хвостовой частью вставляют в предварительно обработанное отверстие заготовки и закрепляют в патроне каретки 4. Каретка с протяжкой получает поступательное движение от штока поршня гидроцилиндра — главное движение vp.
Протяжные станки непрерывной обработки(рис. VI.102). Эти станки являются станками высокой производительности. На них обрабатывают заготовки непрерывно. Заготовки 2 устанавливают в приспособлениях замкнутой цепи 1 и сообщают им главное поступательное движение со скоростью v относительно неподвижной протяжки 3. Жесткие направляющие 4 обеспечивают параллельное перемещение цепи в зоне прохождения заготовок под протяжкой. На протяжных станках непрерывной обработки карусельного типа заготовки устанавливают на вращающемся круглом столе. Отверстия различной геометрической формы протягивают на горизонтально-протяжных станках для внутреннего протягивания. Размеры протягиваемых отверстий составляют 5—250 мм. Цилиндрические отверстия протягивают круглыми протяжками после сверления, растачивания или зенкерования. Применяют также протягивание отверстий, полученных при литье и штамповке, без предварительной их обработки. Обычно длина отверстий не превышает трех диаметров. Если торец отверстия в заготовке не обработан, то для ее установки применяют приспособления со сферической опорной поверхностью (рис. VI. 103, а). Заготовка в этом случае может самоустанавливаться (центрироваться) по оси протяжки, даже если торец заготовки не перпендикулярен оси отверстия. В тех случаях, когда при предыдущей обработке предусмотрено получение торца отверстия, перпендикулярного к его оси, заготовка опирается на жесткую (неподвижную) поверхность. Многогранные отверстия (треугольные, квадратные и т. п.) протягивают многогранными протяжками. Исходной поверхностью для протягивания является круглое отверстие. На рис, VI. 103, б приведена схема протягивания квадратного отверстия.
На рис. 103, в приведена схема протягивания прямых шлицев. Винтовые шлицы протягивают протяжкой, режущие зубья которой расположены по винтовой линии, с приспособлением, обеспечивающим дополнительное вращение протяжки (рис. VI. 103, г) или заготовки. Шпоночные и другие пазы протягивают протяжками, форма зубьев которых в поперечном сечении соответствует профилю протягиваемого паза. Шпоночные пазы протягивают плоской шпоночной протяжкой (рис. VI.103, д) с применением специального приспособления — направляющей втулки 3. Вдоль всей втулки прорезают прямоугольный паз, который является направляющим для протяжки. Наружные поверхности различной геометрической формы с прямолинейной образующей протягивают на вертикально-протяжных станках для наружного протягивания, а также на станках непрерывной обработки конвейерного типа. Протягивание наружных поверхностей успешно применяют вместо других методов обработки с целью снижения ее трудоемкости и стоимости. Наружным протягиванием можно заменить строгание, фрезерование, а в некоторых случаях и шлифование. При протягивании сложных фасонных контуров взамен фрезерования (например, плоских кулачков) не только снижается трудоемкость обработки, но и обеспечивается высокое качество обработанной поверхности. Плоские и более сложные наружные поверхности протягивают плоскими протяжками прямого и фасонного профиля. На рис. VI.103, е приведена схема протягивания вертикальной плоскости. На специальных протяжных станках можно обрабатывать наружные поверхности заготовок формы тел вращения плоскими (рис. VI.103, ж) и дисковыми (рис. VI.103, з) протяжками. В обоих случаях заготовке сообщают круговую подачу. Плоская протяжка имеет главное движение — поступательное, а дисковая протяжка — вращательное вокруг своей оси. Цилиндрические и конические зубчатые колеса наружного зацепления протягивают следующим образом. Цилиндрические зубчатые колеса с прямыми зубьями и другие детали, имеющие наружные пазы, изготовляют последовательным протягиванием впадины между зубьями за один или несколько проходов на горизонтальных и вертикальных протяжных станках с делительными автоматическими устройствами. На специальных протяжных автоматах с непрерывно вращающейся круглой протяжкой специальной конструкции нарезают цилиндрические и конические зубчатые колеса с прямыми зубьями. 6. Технологические требования к конструкциям деталей машин, обрабатываемых на протяжных станках Обрабатывать протягиванием можно лишь отверстия с достаточно толстыми стенками равномерной толщины. При протягивании отверстий в тонкостенных втулках с буртиками (рис. VI.104, а) возникают значительное радиальное давление и неравномерная деформация по длине обрабатываемой поверхности, Торец протягиваемой заготовки должен быть перпендикулярен оси отверстия со стороны входа и выхода протяжки (рис. VI.104, б). Протягивание отверстия в заготовке с наклонным торцом (рис. VI.104, в) вызывает неравномерную нагрузку на зубья протяжки и ее перекос. Не рекомендуется протягивать отверстия с фасонным сечением: следует максимально упрощать их форму и делать симметричными. Симметричное отверстие (рис. VI. 104, г) более технологично для протягивания. Для обработки несимметричного отверстия (рис. VI.104, д) требуется протяжка сложной конфигурации. Наиболее технологично квадратное (или восьмигранное) фасонное отверстие с неполной поверхностью боковых сторон. При этом отверстие сверлят или растачивают до требуемого диаметра, после чего протягивают углы (рис. VI.104, е). Конструкция, показанная на рис. VI.104, ж, менее технологична. Шлицевые отверстия не должны иметь выточек в средней части (рис. VI.104, з). Наличие в отверстии выточки (рис. VI. 104, и) может привести к поломке зубьев протяжки вследствие неравномерного съема металла по длине отверстия. При подрезании торцов после протягивания шлицев необходимо на торцах отверстия предусматривать выточки (рис. VI.1041 «), обеспечивающие безударную работу резца.
Глава 10. ОБРАБОТКА ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС НА ЗУБОРЕЗНЫХ СТАНКАХ 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 Протяжные станки отличаются простотой конструкции и эксплуатации. Это обусловлено тем, что форма поверхности при обработке на протяжном станке зависит от формы режущих лезвий зубьев инструмента. Основными характеристиками протяжного стайка являются тяговое усилие и длина хода протяжки. Протяжные станки имеют гидравлический привод и часто работают по полуавтоматическому циклу. В зависимости от вида обрабатываемых поверхностей их делят на станки для внутреннего и наружного протягивания; по направлению главного движения—на горизонтальные и вертикальные.
Протяжные станки отличаются простотой конструкции и эксплуатации. Это обусловлено тем, что форма поверхности при обработке на протяжном станке зависит от формы режущих лезвий зубьев инструмента. Основными характеристиками протяжного стайка являются тяговое усилие и длина хода протяжки. Протяжные станки имеют гидравлический привод и часто работают по полуавтоматическому циклу. В зависимости от вида обрабатываемых поверхностей их делят на станки для внутреннего и наружного протягивания; по направлению главного движения—на горизонтальные и вертикальные. Заготовка при протягивании опирается торцом на опорную поверхность кронштейна 5, Поступательное движение протяжке сообщают до тех пор, пока она не выйдет из отверстия заготовки. После окончания протягивания заготовка падает в корыто 6, протяжка извлекается из каретки 4, последняя возвращается в исходное положение (холостой ход vх) и цикл обработки повторяется.
Заготовка при протягивании опирается торцом на опорную поверхность кронштейна 5, Поступательное движение протяжке сообщают до тех пор, пока она не выйдет из отверстия заготовки. После окончания протягивания заготовка падает в корыто 6, протяжка извлекается из каретки 4, последняя возвращается в исходное положение (холостой ход vх) и цикл обработки повторяется. Вертикально-протяжной станок. Этот станок для наружного протягивания (рис. VI.101) состоит из основания 1, станины 5, насосной станции 4, каретки 3, стола 2. Заготовку устанавливают в приспособлении на столе станка. Протяжку закрепляют в каретке и от гидропривода сообщают ей вертикальное поступательное перемещение — главное движение. Протяжка, опускаясь (рабочий ход vp), обрабатывает заготовку. Обработанную заготовку снимают, и подвижная каретка быстро возвращается в исходное положение (холостой ход vх).
Вертикально-протяжной станок. Этот станок для наружного протягивания (рис. VI.101) состоит из основания 1, станины 5, насосной станции 4, каретки 3, стола 2. Заготовку устанавливают в приспособлении на столе станка. Протяжку закрепляют в каретке и от гидропривода сообщают ей вертикальное поступательное перемещение — главное движение. Протяжка, опускаясь (рабочий ход vp), обрабатывает заготовку. Обработанную заготовку снимают, и подвижная каретка быстро возвращается в исходное положение (холостой ход vх).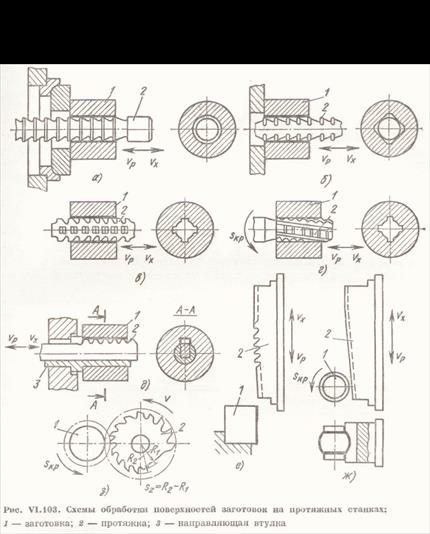 Шлицевые отверстия с различным профилем шлицев протягивают многошлицевыми протяжками, формирующими одновременно весь профиль отверстия.
Шлицевые отверстия с различным профилем шлицев протягивают многошлицевыми протяжками, формирующими одновременно весь профиль отверстия. приводящие к искажению формы отверстия.
приводящие к искажению формы отверстия.