|
|
Примеры оформления схем базирования и установа при обработке заготовок на токарных станках
На рис. 5.4 показана обработка вала в центрах с поводковым патроном на токарном станке. Схема установки при такой обработке представлена на рис. 11.19,а.

При установке используются передний неподвижный центр 1, задний вращающийся центр 2 и поводковый патрон. Передний неподвижный центр вставлен в коническое отверстие шпинделя станка и вращается вместе с ним. Этот центр называют неподвижным, т.к. он неподвижен относительно шпинделя. Задний вращающийся центр аналогичным образом вставлен в пиноль задней бабки. Поводковый патрон состоит из планшайбы 4, хомута 5, и поводка 7. Хомут закреплен на валу 3 винтом 6 и связан с планшайбой поводком, которым на вал передается вращение от шпинделя (рис. 11.19,б).
На фактической схеме базами являются центровые отверстия. Согласно ГОСТ 21495 - 76 на теоретической схеме базой является ось заготовки. По стандарту эта база определена как технологическая двойная направляющая скрытая. На ней размещаются четыре опорные точки. Пятая опорная точка расположена на поверхности левого центрового отверстия и представляет связь, которой ограничено перемещение вала вдоль его оси. В окружном направлении положение вала не определено, т.к. хомут на валу в этом направлении можно закрепить в любом положении. При обработке вала в центрах по методу автоматического получения размеров на предварительно настроенных станках необходимо, чтобы положение заготовок в осевом направлении было постоянным. Это связано с тем, что перемещения инструмента при обработке по данному методу заданы настройкой станка и постоянны.
Различное положение заготовок на станке в осевом направлении приводит к погрешностям линейных размеров. Причиной является рассеяние глубины центровых отверстий. Для повышения точности линейных размеров применяют плавающий центр (рис.11.21). Это установочное устройство состоит из центра 1, корпуса 2, пружины 3 и шпонки 4. Коническая часть корпуса предназначена для установки центра в шпинделе станка. Крутящий момент от шпинделя передается на вал 5 через шпонку и рифлений на конусе центра, а также через хомут. Необходимость применения хомута для передачи крутящего момента зависит от жесткости пружины и силы резания. При установке заготовки в центрах она поджимается к шпинделю задним центром. За счет сжатия пружины плавающий центр перемещается вдоль оси до упора вала в корпус плавающего центра. Торец вала становится базой. При базировании по переднему торцу положение заготовок в осевом направлении будет всегда постоянным, что исключает влияние рассеяния глубины центровых отверстий на точность линейных размеров при обработке вала в центрах на предварительно настроенных станках. Схема установа при обработке вала в центрах с поводковым патроном и плавающим центром представлена на рис. 11.22. На ней обозначены: плавающий центр с рифленой поверхностью 1, вращающийся центр 2, контур заготовки 3, поводковый патрон 4 и неподвижная опора 5 в виде корпуса плавающего центра. Для обработки наружной поверхности колец и втулок применяют оправки различной конструкции. На рис.11.23,а представлена схема установки длинной втулки на цилиндрической оправке. Втулку 1 устанавливают на оправку 2 и зажимают гайкой 3. Если между оправкой и втулкой имеется зазор, то базой является внутренняя поверхность втулки, т.е. реальная поверхность. Согласно принятой классификации она называется технологической двойной направляющей явной базой. Поэтому на теоретической схеме базирования, на этой базе расположены четыре опорные точки (рис. 11.23,б).
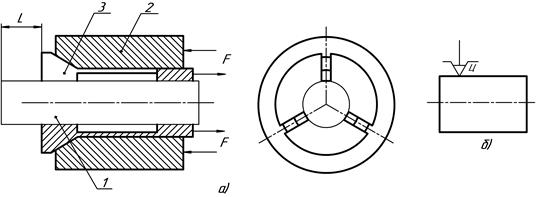
Если втулка установлена на оправке без зазора с натягом, то базой становится ось оправки и по характеру проявления такая база является скрытой. Пятая опорная точка расположена на торцевой поверхности втулки, которая является опорной базой. Шестая опорная представляет собой фрикционную связь и в базировании вала участия не принимает, т.к. в окружном направлении втулку можно закрепить в любом положении. Схема установа длинной втулки на цилиндрической оправке представлена на рис. 11.23, в. На этой схеме обозначены цилиндрическая оправка 1 и неподвижная опора 2. Для повышения точности установки широко используются цанговые патроны и оправки. Основной деталью в этих устройствах является цанга. Цанги делятся на зажимные и разжимные. Первые используются для закрепления цилиндрических деталей по наружной поверхности в патронах, а вторые для закрепления по внутренней поверхности на оправках. Цанги любой конструкции имеют конический участок, разделенный продольными разрезами на отдельные элементы (лепестки). На рис. 11.24 представлена зажимная цанга. Зажим детали производится затягиванием цанги в коническое отверстие за счет упругого изгиба лепестков.
На рис. 11.26,а показана схема установки детали в виде короткой втулки 1 на гидропластовой оправке. В качестве центрирующего элемента здесь используется гидропласт – упругий элемент 2 из резины или полимерного материала. При навинчивании на стержень оправки 3 гайки 4 упругий элемент сжимается, увеличивается по диаметру и заполняет зазор между ним и втулкой.
Теоретическая схема базирования представлена на рис. 11.26,б. Ось втулки является технологической двойной направляющей скрытой базой, а торец втулки – установочной базой. Схема установа втулки на гидропластовой оправке приведена на рис.11.26,в. На рис.11.27 показана схема установки короткой втулки 1 на шариковой оправке. При завинчивании гайки 2 втулка центрируется относительно оси оправки шариками 3 за счет перемещения их в осевом направлении шайбой 4 по конической поверхности стержня 5 оправки. Затяжкой контргайки 6 втулка прижимается торцом к буртику стержня оправки, что предотвращает ее вращение на шариках. Схема базирования здесь та же, что и в предыдущем случае. Схема установа втулки на этой оправке приведена на рис.11.27,б. На рис.11.28,а представлена схема установки заготовки 1 в самоцентрирующем трехкулачковом патроне 2. В этом патроне кулачки 3 предназначены для закрепления заготовки, и перемещаются синхронно в радиальном направлении, что обеспечивает центрирование заготовки в патроне.
На рис.11.29,а показана схема установки заготовки 1 в цанговом патроне, который состоит из корпуса 2 и цанги 3. Принцип работы цангового патрона такой же, как и цанговой оправки. Здесь рабочей поверхностью цанги является ее цилиндрическая внутренняя поверхность, которая используется для центрирования и закрепления заготовки. Внешний вид цанги для этого патрона представлен на рис 11.24.
Зажим заготовки производится затягиванием цанги в коническую втулку. Схема базирования при установке заготовки в ца-нговом патроне аналогична схеме, представленной на рис.11.28,б. Схема установа приведена на рис.11.29,б. Цанговые патроны применяются при изготовлении деталей из длинномерных заготовок – прутков и труб. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 С точки зрения теории базирования вал представляет собой цилиндрическое тело с двумя внутренними коническими поверхностями с большой конусностью (рис. 11.4,б). Базирование такого тела по этим поверхностям лишает его пяти степеней свободы. При оформлении схемы базирования целесообразно различать теоретическую и фактическую схемы. Если заготовка устанавливается в самоцентрирующем устройстве, то на теоретической схеме базирования опорные точки расположены на скрытых базах. На фактической схеме опорные точки размещаются на явных базах. На рис. 11.20 представлены фактическая и теоретическая схемы базирования при установке вала в центрах с поводковым патроном.
С точки зрения теории базирования вал представляет собой цилиндрическое тело с двумя внутренними коническими поверхностями с большой конусностью (рис. 11.4,б). Базирование такого тела по этим поверхностям лишает его пяти степеней свободы. При оформлении схемы базирования целесообразно различать теоретическую и фактическую схемы. Если заготовка устанавливается в самоцентрирующем устройстве, то на теоретической схеме базирования опорные точки расположены на скрытых базах. На фактической схеме опорные точки размещаются на явных базах. На рис. 11.20 представлены фактическая и теоретическая схемы базирования при установке вала в центрах с поводковым патроном.

 На рис.11.25,а показана схема установки длинной втулки 1 на цанговой оправке. Оправка состоит из стержня 2, цанги 3 и гайки 4. В данном случае цанга представляет собой упругую втулку с продольными разрезами. При затягивании гайки стержень перемещается и его коническая часть разжимает цангу с увеличением ее наружного диаметра до внутреннего диаметра втулки. Тем самым выбирается (устраняется) зазор между цангой и втулкой. Теоретическая схема базирования представлена на рис. 11.25,б. Ось втулки является технологической двойной направляющей скрытой базой, а торец втулки – опорной базой. Схема установа длинной втулки на цанговой оправке приведена на рис.11.25,в.
На рис.11.25,а показана схема установки длинной втулки 1 на цанговой оправке. Оправка состоит из стержня 2, цанги 3 и гайки 4. В данном случае цанга представляет собой упругую втулку с продольными разрезами. При затягивании гайки стержень перемещается и его коническая часть разжимает цангу с увеличением ее наружного диаметра до внутреннего диаметра втулки. Тем самым выбирается (устраняется) зазор между цангой и втулкой. Теоретическая схема базирования представлена на рис. 11.25,б. Ось втулки является технологической двойной направляющей скрытой базой, а торец втулки – опорной базой. Схема установа длинной втулки на цанговой оправке приведена на рис.11.25,в.

 На схеме базирования при установке заготовки в этих патронах ее ось является технологической, двойной направляющей, скрытой базой (рис.11.28,б). Если при установке заготовки необходимо обеспечить размер
На схеме базирования при установке заготовки в этих патронах ее ось является технологической, двойной направляющей, скрытой базой (рис.11.28,б). Если при установке заготовки необходимо обеспечить размер  , то её свободный торец будет технологической измерительной базой с опорной точкой 5. Схема установа заготовки в трехкулачковом патроне приведена на рис.11.28,в.
, то её свободный торец будет технологической измерительной базой с опорной точкой 5. Схема установа заготовки в трехкулачковом патроне приведена на рис.11.28,в.