|
|
Обработка торцевых поверхностей
Торцевые поверхности и уступы обрабатываются подрезными, проходными прямыми, проходными отогнутыми и проходными упорными резцами.
Подрезной резец (рис. 6.11) предназначен специально для обработки наружных торцевых поверхностей. При подрезании торца подача резца осуществляется в направлении, перпендикулярном оси обрабатываемой заготовки. Главный задний угол у таких резцов составляет 10… 15°, а передний угол выбирается в зависимости от обрабатываемого материала по справочным таблицам. Проходным отогнутым резцом подрезают торцы, используя поперечную подачу. Проходным упорным резцом можно подрезать торцы, используя поперечную подачу или уступы, используя продольную подачу. Резцы для подрезания торцов следует устанавливать точно по линии центров, так как в противном случае на торцевой поверхности остаемся выступ. 6.Обработка цилиндрических отверстий. Обработка цилиндрических отверстий является одной из наиболее распространенных и ответственных операций, выполняемых на токарно-карусельных станках. Для обработки цилиндрических отверстий инструментальные заводы изготовляют круглые протяжки и прошивки как с прогрессивной, так и профильной схемами резания. Протяжки с прогрессивной схемой резания являются предпочтительными благодаря своим более высоким технологическим и эксплуатационным свойствам. При обработке цилиндрических отверстий изделие укрепляют в патроне станка, а режущий инструмент в задней бабке. При этом движение подачи осуществляется вручную перемещением задней бабки. Основным способом обработки цилиндрических отверстий на карусельных станках является растачивание. Зенкеры предназначены для обработки цилиндрических отверстий как необработанных ( литых, штампованных), так и предварительно просверленных с целью улучшения чистоты поверхности и повышения точности этих отверстий, а в ряде случаев и для подготовки их к дальнейшему развертыванию. Протягивание используют для обработки цилиндрических отверстий диаметром 15 - 80 мм в небольших заготовках. Они служат для обработки цилиндрических отверстий, предварительно просверленных, и в необработанных ( литых, кованых, штампованных) заготовках. Некоторые типы зенкеров используются для обработки конических отверстий и торцовых поверхностей. На токарных станках обработка цилиндрических отверстий производится сверлами, зенкерами, развертками и расточными оправками с закрепленными в них резцами. Зенкеры предназначаются для обработки цилиндрических отверстий: а) необработанных ( литых, штампованных) и б) предварительно просверленных - с целью улучшения чистоты поверхности и повышения точности этих отверстий. Зенкерование также является подготовительной операцией перед развертыванием. Зенкерами обрабатываются и торцевые поверхности. Зенкеры предназначаются для обработки цилиндрических отверстий: необработанных ( литых и штампованных) и предварительно просверленных с целью улучшения чистоты поверхности и повышения точности этих отверстий, а в ряде случаев и подготовки их к дальнейшему развертыванию. Диаметры разверток для обработки цилиндрических отверстий принимаются в соответствии с номинальными размерами отверстия, требуемой точностью и намеченной последовательностью его обработки. 7.Обработка конических поверхностей. Конические отверстия с большим углом при вершине обрабатывают следующим образом: заготовку закрепляют в патроне передней бабки и для уменьшения припуска на растачивание отверстие обрабатывают сверлами разного диаметра. Сначала заготовку обрабатывают сверлом меньшего диаметра, затем сверлом среднего диаметра и, наконец, сверлом большого диаметра.
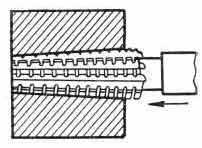
Растачивают конические отверстия обычно путем поворота верхней части суппорта на нужный угол. Расточной резец устанавливают в резцедержатель по центру оси станка и закрепляют. Поворотную часть суппорта вместе с резцом располагают под нужным углом к оси центров станка и закрепляют. После чистового растачивания отверстия на конус его развертывают конической разверткой соответствующей конусности. Конические отверстия выгоднее обрабатывать непосредственно после сверления набором специальных разверток, имеющих одну и ту же конусность. Применяют последовательно три развертки — черновую, получистовую и чистовую. Черновой разверткой снимают самый большой припуск. Чтобы облегчить работу черновой развертки, ее режущие кромки делают ступенчатыми, с круглыми канавками для дробления стружки. Канавки располагают по винтовой линии. Обработанная черновой разверткой поверхность обычно грубая, с винтовыми бороздками на стенках.
Получистовая развертка, в отличие от черновой, имеет на режущих кромках более мелкие канавки для дробления стружки. Благодаря этому обработанная поверхность получается более чистой, но винтовые бороздки на стенках остаются.
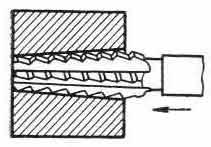
Чистовую развертку изготовляют с цельными прямолинейными режущими кромками. Ею придают отверстию окончательные размеры и гладкую поверхность. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|