|
|
Прессовый и волочильный инструмент, валки
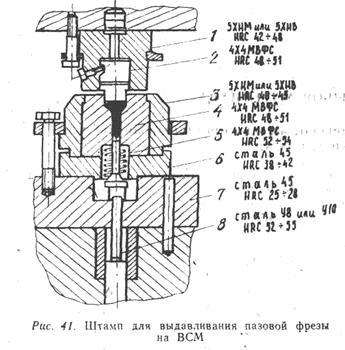
Работоспособность инструмента во многом определяется правильностью выбора материала, из которого он изготовлен. Выбор материала, в свою очередь, зависит от назначения инструмента, условий работы, а также экономических соображений. На рисунке 41 указаны марки стали и нормы твердости для основных деталей штампа выдавливания пазовой фрезы на высокоскоростном молоте. Наиболее нагруженные детали: пуансон 2, матрица 4 и выталкиватель 5 изготавливаются из высоколегированной инструментальной стали 4Х4МВФС с твердостью 48—51 HRC. Крепежные детали 1, 3, 6, 7, 8 — из конструкционных сталей. При выборе материала следует учитывать требования, предъявляемые к эксплуатационным и технологическим свойствам. К эксплуатационным относят свойства материала готового инструмента после окончательной обработки: теплостойкость — способность материала сохранять твердость при повышенных температурах; разгаростойкость — сопротивление термической усталости; жаростойкость -— устойчивость против, окисления при высоких температурах; износостойкость; прочность — сопротивление пластической деформации; вязкость — сопротивление хрупкому разрушению; усталостную прочность; теплопроводность к твердость. К технологическим относят свойства материала, обеспечивающие возможность обработки инструмента с заданными эксплуатационными свойствами при минимальных затратах: прокаливаемость, характеризующую глубину закаленного слоя, обрабатываемость, коробление — деформацию деталей при термической обработке, склонность к обезуглероживанию, шлифуемость. В качестве материала деформирующего инструмента, в основном, используются инструментальные стали. Обычно это заэвтектоидные и ледебуритные стали, структура которых после
закалки и низкого отпуска «мартенсит + избыточнее карбиды». Для инструмента, требующего повышенной вязкости, например для штампов горячего деформирования, применяют доэвтектойдные стали, которые после закалки на мартенсит подвергают высокому отпуску для получения структуры троостита и даже сорбита. Кроме того применяются керамические, металлокерамические материалы и жаропрочные сплавы на основе никеля и кобальта. К первым относятся окись алюминия а — А1гО,з, окись циркония ZrO2 и циркония PSZ, частично стабилизированные добавками окислов магния или кальция. Металлокерамические материалы (керметы) представляют собой смесь металлической и керамической фаз. Наиболее широкое распространение получили так называемые твердые сплавы, состоящие из карбида вольфрама и кобальта типа ВК6-ВК20 (цифра указывает процентное содержание СО). Перечисленные материалы обладают повышенными твердостью, теплостойкостью, сопротивлением смятию, истиранию и налипанию. В последнее время для изготовления деформирующего инструмента стали применяться аморфные металлы и сплавы (металлические стекла) — новый класс материалов, отличающийся от обычных отсутствием упорядоченного расположения атомов, свойственного кристаллическим металлам и сплавам. Эти материалы обладают высокой механической прочностью, вязкостью, твердостью и высоким пределом текучести. Условия работы прессового инструмента характеризуются значительными тепловыми и силовыми нагрузками на инструмент. При горячем прессовании температура нагрева заготовок из различных материалов составляет от 400 до 1600°С, а рабочие слои инструмента могут нагреваться до 800°С и выше. Давление на гравюру матриц достигает 1000 мПа. С учетом условий эксплуатации к материалу предъявляются следующие требования: высокая теплостойкость; вязкость; высокая разгаростойкость; износостойкость; жаростойкость; высокая теплопроводность. Перечисленным требованиям отвечают материалы, приведенные в таблице 4.
Таблица 4 - Материалы, применяемые для изготовления прессового инструмента
Волочильный инструмент. Волоки и оправки работают при высоких контактных напряжениях, локализованных на небольшом участке. За счет вибрации и колебания размеров протягиваемого изделия нагрузка на инструмент изменяется циклически. В связи с этим к материалу предъявляются следующие требования (таблица 5): высокая твердость; износостойкость; достаточная усталостная прочность.
Таблица 5 – Материалы, применяемые для изготовления волочильного инструмента
Валки. По условиям эксплуатации валки разделяются на валки станов горячей и холодной прокатки. Условия работы валков станов горячей прокатки характеризуются циклическим характером действия рабочей нагрузки, значительным разогревом рабочего слоя (до 860°С при прокатке титана). Холодная прокатка характеризуется большими контактными напряжениями, приводящими к быстрому износу валков. С учетом условий эксплуатации к материалу валков предъявляются следующие требования (таблица 6): высокая теплостойкость, высокая твердость, износостойкость, достаточная усталостная прочность.
Таблица 6 – Материалы, применяемые для изготовления валков прокатных станов

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|