|
|
Организационная структура основного производства12 Отчет По производственной технологической Практике Выполнил: студент 1 курса 1 группы специальность «Оборудование и технологии высокоэффективных процессов обработки материалов» Место прохождения практики: ОАО «БелТАПАЗ» Время прохождения практики: с 06.09.2011 г. по 16.11.2011 г.
Разработал ___________ C.В. Гордиенко Руководитель от предприятия ___________ Н.С. Матысюк
Руководитель от колледжа ___________ А.С. Воронцов Содержание Введение………………………………………………………………………….………………... 3 1.Структура предприятия……………………………………….............................. 9 1.1 ОАО БелТАПАЗ”……………………………………………………………………………9 1.2 Организационная структура управления ОАО “БелТАПАЗ”………..10 1.3 Организационная структура основного производства………………..11 2.Ассортимент выпускаемой продукции………………………………………….. 14 2.1 Токарные патроны…………………………………………………………………………14 2.2 Принцип работы токарного патрона……………………………………………..16 2.3 Производство запчастей к токарным патронам и товаров Народного потребления……………………………………………………………………..17 3.Основные технологии производства……………………………………………… 18 4.Индивидуальное задание……………………………………………………….……… 20 5.Технологический процесс изготовления КУЛОЧКА ПРЯМОГО(200)………… 20 6. Заключение……………………………………………………….………………………. 27
Введение В 1956-1957 годах был спроектирован и построен в г. Гродно по ул.Суворова завод по производству технологической оснастки. В 1973 году принимается решение начать освоение новой продукции - самоцентрирующихся трёхкулачковых токарных патронов. Для их производства на новой площадке по ул. Горького строится новый завод - "Завод токарных патронов". Впервые в СССР осваиваются токарные патроны такого исполнения и такой высокой точности. Итак, в 1976 году, заводы техоснастки и токарных патронов вошли в Гродненское производственное объединение по выпуску технологической оснастки, которое существует по сегодняшней день. Также завод производит товары народного потребления (рычажно-винтовые домкраты к легковым автомобилям различных марок, мебельная фурнитура). В 1960 году кроме вышеуказанных изделий завод освоил выпуск светильника кольцевого СК-300, светильника сельскохозяйственного СС-35, силового квартирного щитка с пробками. В связи с этим по решению СНХ БССР завод был переименован и получил новое название завод «Электросвет». Вентиляторы и другие изделия, относящиеся к сантехоборудованию, были сняты с производства, и завод начинает специализироваться на выпуске производственных светотехнических изделий. В 1961 году освоен выпуск светильников НОБ-300, щитка силового квартирного с автоматическими однополюсными выключателями АБ-25, дросселя ДБА-40-220 и устройства балластного компенсированного 2УБК-40-2-220. Ежегодно осваивается выпуск новых изделий. Так, в 1962 году , начали выпускаться светильники РН-100 и АОД-Ш-2, а 1963 году – светильник для витрин с рассеивателем из полистеролаСВ-1, в 1964 году – светильник школьный люминесцентный для индивидуальной установки ШЛД-2-40. Изделия постоянно совершенствуются, часть их снимается с производства, заменяются аналогичными более современной конструкции и с улучшенной светотехнической характеристикой – например, на смену ШЛД-2-40 приходит светильник ШОД-2-40, выпуск которого начат в 1965 году. В этом же году наряду со светильниками завод начинает выпуск технологической оснастки – осваивается производство блоков штамповых трех типоразмеров по машиностроительным нормалям МН878-62, МН 779-60, МН 881-60. В связи с реорганизацией СНХ (совнархозов) завод переходит в Главное управление по производству технологической оснастки, слесарно-монтажного инструмента и напильников Министерства станкостроительной и инструментальной промышленности СССР, в 1966 году он переименовывается и получает свое третье название – завод технологической оснастки. За исключением ШОД-2-40, с производства снимаются все светильники. В конце 1967 года завод приступил к производству реечного домкрата И 167 грузоподъемностью 0,5 Т к автомобилю «Запорожец», А уже к концу 1968 года был освоен еще один вид продукции - холодновысадочный инструмент разных типоразмеров по чертежам заказчиков. В связи с соответствующими постановлениями СМ СССР об увеличении выпуска товаров народного потребления завод начинает освоение производства товаров хозяйственного обихода: - к середине 1968 года освоен выпуск стандартных угольников 75 х75 и 100; в 1969 году номенклатура выпускаемых изделий дополняется другим реечным домкратом И 167М; - в 1971 году освоен выпуск домкратов реечных И 120Б и И 112 для автомобилей "Волга" и "Чайка" и начат выпуск весов домашнего пользования с металлическим штампованным корпусом; в 1972 году выпускается ключ-сувенир и значок; с 1973 года производится вешалка раскладная. В 1973 году принимается решение начать освоение новой продукции - самоцентрирующихся трех кулачковых токарных патронов с фланцевым Уже в 1977 году на всесоюзной выставке ВДНХ СССР патрон токарный повышенной точности Ж250 мм был отмечен Бронзовой медалью. А в 1980 году этому патрону присвоен Государственный "Знак качества". В конце 70-х, в 80-х годах продукция завода пользуется спросом во всех отраслях народного хозяйства. Одними из критериев, характеризовавшим работу завода в это время, было наращивание мощностей, постоянное улучшение качества продукции, рост производительности труда. 1981 год – разработаны и начали выпускаться более совершенные рычажно-винтовые домкраты ДРВ для легковых автомобилей "Запорожец, "Москвич", "Жигули". В 1986 году освоен выпуск воздушных фильтров "Реготмас-151 А-1-09", а в 1987-ом – фильтров масляных к автомобилю "Жигули". В 1987 году освоен новый типоразмер токарного патрона Ж315 мм. Это стало возможным в результате повышения эффективности производства и внедрения научной организации труда: совершенствования организации производства и условий труда за счёт усиления технической оснащенности, автоматизации и механизации технологических процессов, применения прогрессивных технологий. Для обработки деталей токарных патронов и товаров народного потребления внедряется новое оборудование и высокопроизводительная оснастка. В эти годы внедряются прогрессивные технологии, такие, например, как глубинное шлифование, нанесение многослойного защитного покрытия, изготовление деталей методом порошковой металлургии. Завод поддерживает постоянные связи со многими научно-исследовательскими институтами: Волжким ВНИИМАШ, НИИ "Энергонефтепродукт", Харьковским филиалом ППКТБ "Оргпроминструмент", ВНИИТАМР, Львовским НПО "Автопромпокрытие", НПО "Литстанкопроект" и др. В ноябре 1986 года был подписан договор о прямых связях с польским заводом "РСЖАК-В1АЬ" в Белостоке, также выпускающим токарные патроны -туда поставлялись предварительно обработанные заготовки корпусных деталей токарных патронов. К концу 80-х годов расширились и экспортные поставки токарных патронов, они отправлялись в 16 стран мира, среди которых были Германия, Италия, Финляндия, Греция, Австралия. Таиланд. В1986 году объединение вошло в Белорусское инструментальное объединение (БИПО) под наименованием Гродненский завод токарных патронов. К, сожалению, в 90-х годах после Перестройки и с развалом единого государства СССР завод, как и многие предприятия Республики Беларусь, пережил трудные времена. Сократились объёмы производства, уменьшилась численность работающих. Несмотря на экономические трудности, предприятию удалось сохранить свой производственный потенциал. С 1997 года завод именуется РУП "Гродненский завод токарных патронов "БелТАПАЗ". Для выхода из трудной экономической ситуации были сокращены производственные площади - производство "старой" площадки (по ул.Суворова) перенесено на ул.Горького, теперь и токарные патроны и домкраты выпускаются "под одной крышей", значительно расширена номенклатура выпускаемой продукции, постоянно совершенствуется технология производства. Основные объёмы изделий предприятия поставляются в страны ближнего зарубежья: Россию, Украину. В настоящее время РУП "БелТАПАЗ" выпускает более 50 типоразмеров патронов токарных, гаммы винтовых домкратов. В 2004 году был разработан бизнес-план инвестиционного проекта, согласованный с Минпромом Республики Беларусь, основой которого явилась. работа по заключению контрактов с РУП «МТЗ» на поставку узлов и деталей для комплектации тракторов нового поколения, в частности узла «ступицы колеса», деталей «ступицы эпицикла» и специальных пальцев. Основной продукцией завода являются токарные патроны с наружными диаметрами 80мм, 100 мм, 125мм, 160мм, 250 мм, 315 мм, 400 мм различных конструктивных исполнений и классов точности: Н, П, В, А.Налажен выпуск запчастей для токарных патронов.
Гродненский завод токарных патронов ОАО "БелТАПАЗ" единственный в Республике Беларусь производитель самоцентрирующих токарных патронов, станочной оснастки. Имеет современное производство, оснащенное высокоточными специализированными станками и опытных квалифицированных специалистов. В настоящее время ведется подготовка к производству токарных патронов особо высокого класса точности, выполненных в соответствии с европейскими нормами. Имеет возможность оперативной поставки всей гаммы токарных патронов, станочной оснастки и запасных частей белорусского производства (домкраты, ступицы и др.). Основными рынками сбыта продукции завода являются государства стран СНГ. Доминирующее положение среди них занимает Российская Федерация. Сбыт продукции ориентирован на оптовую, мелкооптовую торговлю и осуществляется как непосредственно потребителям, так и через базы и посреднические коммерческие структуры. Основными потребителями токарных патронов являются: ●крупные оптовые станкоторгующие фирмы-посредники: ●организации-изготовители металлорежущего оборудования (для комплектации продукции).
Глава 1. Структура предприятия 1.1 ОАО “БелТАПАЗ”
ОАО «БелТАПАЗ» - открытое акционерное общество, значит главенствующую роль играет общее собрание акционеров. Они назначают наблюдательный совет, который следит за действиями директора. Директор управляет дирекцией, в состав которой входят: главный экономист, главный бухгалтер, главный инженер, зам. директора по маркетингу и сбыту, зам. директора по идеологической и кадровой работе, начальник управления материально- технического обеспечения и помощник директора. Главный инженер является техническим руководителем предприятия и имеет в своем подчинении заместителя и начальника производства, с которыми следит за работай различных отделов (ОГЭ, ОГМ, БОТиОС, ОГК, ОКТ, ИНО) и цехов. Начальник производства непосредственно следит за изготовлением основной продукции, а также имеет в подчинении заместителя и инженера по подготовке производства. Главный экономист несет ответственность за экономическую часть предприятия и имеет в своем подчинении несколько отделов (ОАПиС, ООТиЗ, БЦ, ФО, ЮрО и начальник УК). Главный бухгалтер отвечает за финансовую деятельность предприятия, ведет учет доходов и расходов, подчиняет себе бюро общего учета, бюро учета материалов и бюро учета заработной платы. Заместитель директора по маркетингу и сбыту отвечает за рекламную компанию и продвижение продукции на рынке. Он следит за работой отдела маркетинга и отдела сбыта. Заместитель директора по идеологической и кадровой работе следит за устройством и увольнением рабочего персонала, и идеологической работе предприятия. Ему подчиняются: бюро кадров, ЖКХ и культурные работники. Начальник управления материально- технического обеспечения следит за материально-технической базой завода и имеет в подчинении несколько отделов (ОМТС, БТНЗС) а также завхоза, столовую, здравпункт. Помощник директора управляет канцелярией и охраной.
Организационная структура основного производства ОАО «БелТАПАЗ»
ОАПиС – отдел анализа, планирования и статистики ООТиЗ – отдел организации труда и заработной платы БЦ – бюро цен БУКСС – бюро управления качеством, стандартизации и сертификации ОТК – отдел технического контроля ОГТ – отдел главного технолога ОГК – отдел главного конструктора ОМетр – отдел метрологии ИнО – инструментальный отдел ОГЭ – отдел главного энергетика ОГМ – отдел главного механика Бюро ОТиОС – бюро охраны труда и окружающей среды ОМ – отдел маркетинга ОС – отдел сбыта ОМТС – отдел материально-технического снабжения Бюро МТС – бюро материально-технического снабжения Бюро ТНЗС – бюро технического надзора за зданиями и сооружениями РСУ-10 – ремонтно-строительный участок ТХЦ №9 – транспортно-хозяйственный цех КБ - конструкторское бюро БНТ – бюро новой техники БП – бюро программирования ФО – финансовый отдел ЮрО – юридический отдел Участок НТ – участок новой техники Начальник УК – управления качества ИРК – инструментально-раздаточная кладовая ЦИС – центральный инструментальный склад Служба РСД, ГСЧС и ГО – служба режимно-секретной деятельности, государственная служба по чрезвычайным ситуациям и гражданской обороне ЖКХ – жилищно-коммунальное хозяйство Глава 2. Ассортимент выпускаемой продукции Токарные патроны Основной продукцией завода являются токарные патроны с наружными диаметрами 80мм, 100 мм, 125мм, 160мм, 250 мм, 315 мм, 400 мм различных конструктивных исполнений и классов точности, Н, П, В, А.
Рис. 1. Разновидности самоцентрирующихся токарных патронов
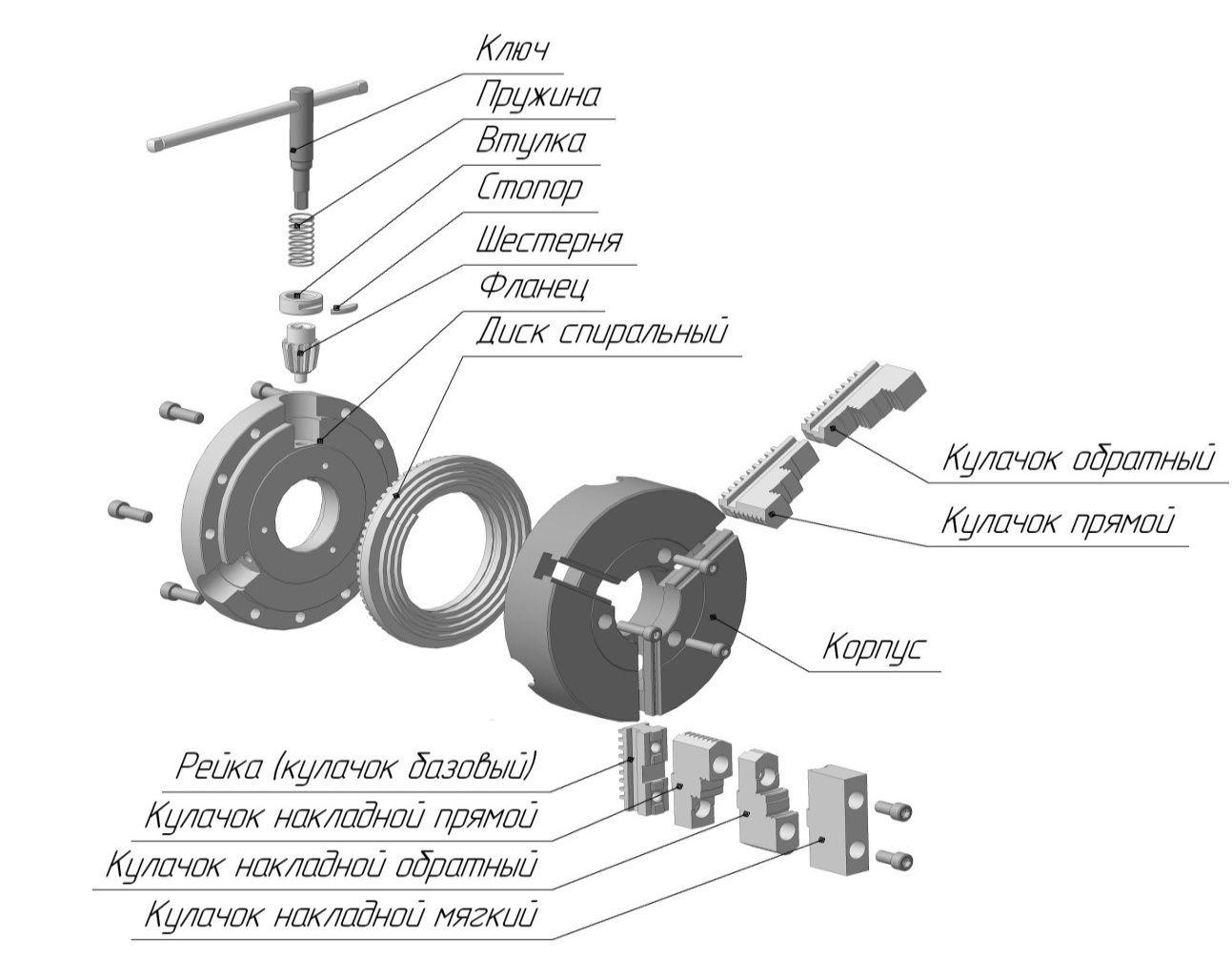
Токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления. Применяются в условиях единичного, мелкосерийного и серийного производства. В серийном, мелкосерийном и единичном производстве для центрирования и зажима обрабатываемых деталей широко используются универсальные кулачковые патроны с ключевым зажимом. Наиболее распространенными являются спирально-реечные трехкулачковые патроны с плоской спиралью и конической передачей к спиральному диску. Стандартом предусмотрены десять размеров универсальных спирально-реечных патронов с диаметрами от 80 до 800 мм. Патроны токарные 3-х и 4-х кулачковые самоцентрирующие спиральные с независимым перемещением кулачков предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления. Самоцентрирующие токарные патроны используются для центрования и крепления обрабатываемых деталей со смещенной осью вращения или торцом неправильной формы. Патроны с диаметром от 200 до 400 мм изготавливаются с разъёмным стальным корпусом (комплект корпус – фланец). Токарный патрон состоит из корпуса, фланца, диска спирального, шестерни конической, кулачков, стопора:
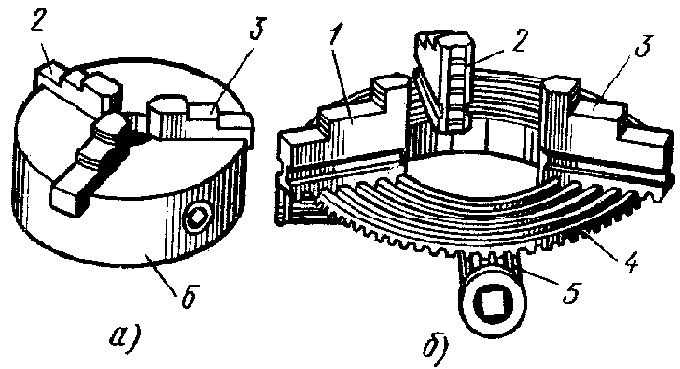
Рис.2 Токарный патрон в разобранном виде. Принцип работы Конструкция спирально-реечного токарного патрона:
Рис 3. Конструкция спирально-реечного токарного патрона. Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которыхрасположены нижние выступы кулачков, а на другой - нарезано коническое зубчатое колесо, сопряженное с тремя коническими шестернями 5. При повороте ключом одной из шестерен 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно всетри кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. 
12 Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 а) 2-х кулачковый
а) 2-х кулачковый
 б) 3-х кулачковый
б) 3-х кулачковый
 в) 4-х кулачковый
в) 4-х кулачковый
 д) с зажимной цангой
д) с зажимной цангой


 е) самоцентрирующийся 4-х кулачковый на квадратном основании
е) самоцентрирующийся 4-х кулачковый на квадратном основании