|
|
Расчет профиля фасонного резца.Содержание
1.Введение....................................................................................................... 7 1.2. Резец фасонный..................................................................................... 7 1.2. Фасонная затылованная фреза............................................................. 4 2.Расчет профилей фасонных инструментов................................................ 4 2.1. Расчет профиля фасонного резца......................................................... 4 2.1.1.Графический метод определения профиля фасонного резца........... 6 2.1.2 Аналитический метод расчета профиля резца.................................. 6 2.2. Расчет профиля фасонной затылованной фрезы ................................ 9 Профилирование зубьев фрезы............................................................. 12 3. Подбор стандартных альтернативных инструментов дли получении фасонных профилей заданных деталей......................................................................... 14 Подбор стандартного альтернативного инструмента для фасонного точения 14 Подбор стандартного альтернативного инструмента для фасонного фрезерования.................................................................................................................. 15 4. Построение траектории движения альтернативных инструментов при получении фасонных профилей...................................................................................... 17 4.1. Построение траектории движения контурного сборного резца при получении фасонного профиля.................................................................................... 17 4.2. Построение траектории движения концевой фрезы при получении фасонного профиля...................................................................................................... 21 Вывод по курсовому проекту....................................................................... 23 Приложение................................................................................................... 24
Введение Резец фасонный
Фасонные резцы применяются для обработки тел вращения, имеющих наружные или внутренние фасонные поверхности. Обработка этими резцами обычно ведется на станках-автоматах и револьверных станках в условиях крупносерийного или массового типа производства. В качестве заготовок деталей чаще всего используют калиброванный прокат в виде прутка.
В сравнении с другими типами резцов фасонные резцы имеют следующие преимущества: 1) обеспечивают идентичность формы детали и высокую точность размеров, не зависящую от квалификации рабочего; 2) обладают высокой производительностью за счет большой длины активной части режущей кромки; 3) имеют большой запас на переточку; 4) достаточно простой переточки по плоскости передней грани; 5) не требуют больших затрат времени на наладку и настройку станка.
К числу недостатков фасонных резцов можно отнести: сложность изготовления и высокую стоимость; 1) резцы – специальные, так как они пригодны для изготовления деталей только заданного профиля; 2) большие радиальные нагрузки у резцов, работающих с радиальной подачей, вызывают вибрации и упругие деформации нежестких заготовок, что требует снижения подачи и уменьшает производительность; 4) кинематические передние и задние углы фасонных резцов в процессе резания меняются по длине режущих кромок в большом диапазоне, существенно отличаясь от оптимальных значений.[3]
Фасонная затылованная фреза. Фасонные фрезы - это фрезы с фасонной режущей кромкой. Они используются на любом фрезерном станке, сравнительно легко обрабатывая сложные поверхности с высокой степенью точности и чистоты. В ряде случаев фасонная фреза является единственным инструментом, которым можно обработать сложный профиль изделия. Фасонные фрезы получили значительное распространение при обработке разнообразных фасонных поверхностей. Преимущества применения фасонных фрез особенно сильно проявляются при обработке заготовок с большим отношением длины к ширине фрезеруемых поверхностей. Фасонные затылованные фрезы имеют плоскую переднюю поверхность, по которой перетачиваются в процессе эксплуатации. Новой и переточенной фрезой можно обрабатывать одни и те же детали, если форма фасонной режущей кромки при переточках не изменяется. Это обеспечивается за счет выбора соответствующей формы задней поверхности зуба фрезы. Задняя поверхность зуба затылованной фрезы с передним углом у = 0° - это совокупность фасонных режущих кромок, постоянных по форме и размещенных в радиальных плоскостях на различных расстояниях от оси фрезы. При переходе от передней плоскости новой фрезы к спинке зуба расстояние от оси до режущей кромки уменьшают, чтобы обеспечить получение положительных задних углов на режущей части.
Расчет профилей фасонных инструментов. Расчет профиля фасонного резца.
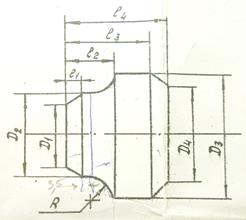
Исходные данныедля расчета профиля резца: обрабатываемыйматериал – АМгП и профиль детали (рис.1). Передний задний углы задаются в зависимости от физико-механических свойств обрабатываемого материала: γ = 20°, α = 10° [3]. Максимальный радиус фасонного резца
где t – максимальная глубина профиля обрабатываемой детали; l – минимальное расстояние, необходимое для отвода стружки от передней поверхности резца; m – толщина резца; d0 – диаметр посадочного отверстия.
Рисунок 1. Эскиз детали, обрабатываемой фасонным резцом.
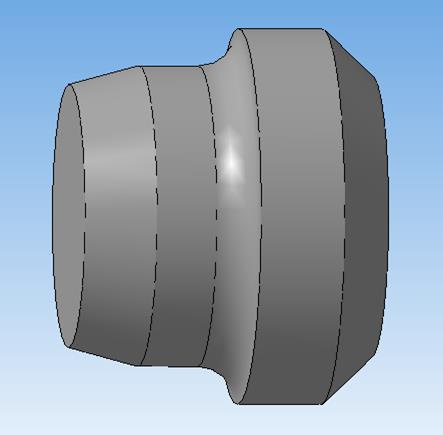
3D модель обрабатываемой детали показана на рис.2 Рис2. 3D модель фасонной детали ,полученной точением.
D1=25, D2=30, D3=36, D4=30, l1=5, l2=10, l3=15, l4=20, R=3. Материал – сплав ВМЛ-1 (ГОСТ 7167-54), s = 25 кгс/мм2, d = 35%. Отклонение диаметральных и длинновых размеров по h9. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 (1.1)
(1.1)