|
|
Ремонт газораспределительного механизма двигателя ЗМЗ - 53.Последовательность разборки механизма. Применяемые инструменты.
Для разборки и сборки газораспределительного механизма двигателя ЗМЗ-53 нужно приготовить следующие инструменты и приспособления: набор рожковых и накидных гаечных ключей, набор головок различных диаметров с воротком, динамометрический гаечный ключ, отвертку, круглогубцы, молоток, специальный съемник-рассухариватель клапанов. Перед разборкой необходимо слить из двигателя эксплуатационные жидкости (масло, антифриз или воду). Разборку механизма газораспределения двигателя ЗМЗ-53 начинают со снятия крышек головок блоков цилиндров. Проделав эту операцию, отсоединяют впускной и выпускной трубопроводы, ослабляют затяжку гаек крепления головок блоков цилиндров, отворачивают эти гайки и осторожно снимают головки левого и правого рядов цилиндров вместе с клапанным механизмом. Затем из соответствующих отверстий блок-картера вынимают штанги и толкатели, а следом приступают к снятию распределительного вала. Для этого снимают крышку картера распределительных шестерен, отворачивают болты крепления упорного фланца, отсоединяют привод прерывателя-распределителя зажигания и масляного насоса и осторожно вынимают распределительный вал с торца двигателя. Дальнейшая разборка распределительного вала заключается в снятии с его резьбового конца гайки с шайбой, выпрессовке распределительной шестерни из распорного кольца и снятии ее с шейки вала, выемке сегментной шпонки из шпоночной канавки. Заключительным этапом является снятие с шейки вала распорного кольца и упорного фланца. Следом приступают к разборке головок блоков цилиндров. Сперва демонтируют коромысла и их оси, выворачивают шпильки в верхней плоскости головок блоков цилиндров и плоскостей прилегания впускного и выпускного трубопроводов. Потом приступают к снятию клапанов. Для снятия клапана необходимо снять клапанные пружины и тарелку клапана. С этой целью используют универсальный съемник клапанов (рассухариватель), представляющий собой рычаг с двумя разрезными упорами. Один из этих упоров зацепляют за гайку, навернутую на шпильку крепления оси коромысел, а другой давит на тарелку пружины клапана. Для снятия клапана головку блока цилиндров кладут на ровную поверхность, на шпильку, ближайшую к снимаемому клапану, навинчивают гайку и поддевают под нее один упор съемника. На рычаг съемника нажимают и давят вторым его упором на тарелку пружины клапана. Клапан открывается и упирается в поверхность, на которой лежит головка. При продолжении давления на рычаг клапан остается на месте, а клапанные пружины продолжают сжиматься. Тарелка пружины опускается по штоку клапана, и при этом из углубления тарелки пружины появляются два конических сухарика, которые необходимо снять отверткой или круглогубцами. После снятия сухариков рычаг съемника плавно поднимают. При этом незакрепленная тарелка пружины клапана поднимается под ее действием, и шток клапана выходит из тарелки. После этого демонтаж клапана не представляет особого труда. Завершающий этап разборки головок блоков цилиндров – выпрессовка направляющих втулок и седел клапанов. Дефектовка деталей.
Основными дефектами головки блока цилиндров являются трещины, коробление поверхности прилегания головок к блоку цилиндров, износ рабочих фасок седел клапанов и гнезд под них, отверстий под направляющие втулки клапанов и отверстий во втулках. Распределительный вал имеет следующие повреждения: изгиб и износ опорных шеек, шейки под распределительную шестерню, кулачков, эксцентрика, шпоночного паза и резьбы. Дефекты клапанов: трещины, выкрашивание наплавленного слоя, износ и изгиб стержня клапана, износ торца стержня и рабочей фаски.
Выбраковка деталей.
Головки блоков цилиндров после тщательной мойки осматривают. Бракуют детали, имеющие пробоины, прогар и трещины на стенках камеры сгорания, а также разрушения перемычек между гнездами. Распределительный вал бракуют при износе, не допускающем расточку ни под один из ремонтных размеров. Клапан подлежит замене при наличии трещин, коробления и выкрашивания наплавленного слоя. Штанги, имеющие надломы, бракуют.
Восстановление деталей.
Головки блока цилиндров, имеющие небольшие трещины, восстанавливают с помощью аргонодуговой сварки, так как этот метод дает более высокое качество шва и не требует применения флюса. Трещины стенок рубашки охлаждения головки цилиндров можно также заклеивать эпоксидной смолой, смешанной с отвердителем в пропорции 10:1. После устранения негерметичности головки цилиндров проверяют на гидравлическом стенде. Коробление поверхности прилегания головки к блоку цилиндров устраняют фрезерованием. По окончании обработки плотность прилегания головки проверяют на контрольной плите, используя щуп, который не должен проходить между плоскостью разъема головки цилиндров и плитой. Втулки клапанов с изношенными отверстиями заменяют новыми. Отверстия запрессованных новых втулок развертывают до ремонтного размера. После выпрессовывания направляющих новых втулок клапанов осматривают отверстия под втулки и замеряют их диаметр. При износе отверстий в направляющих втулках больше допустимого их развертывают до ремонтного размера. Рабочие фаски седел клапанов шлифуют при износе более допустимого размера, а также при наличии рисок и раковин. Причем, при шлифовке седла инструмент должен быть сцентрирован по окончательно обработанному диаметру направляющей втулки. При ослаблении посадки седла клапана в гнезде, а также при износе, превышающем предельно допустимый, седла выпрессовывают, а отверстие растачивают под седло ремонтного размера. Для запрессовки седел клапанов алюминиевую головку цилиндров (ЗМЗ – 53) нагревают до 180оС, а седла охлаждают в жидком азоте до -196оС. Седла перед запрессовкой центрируют по пальцу, установленному в отверстии направляющей втулки клапанов. Запрессовку осуществляют на прессе до упора седла в торец отверстия головки цилиндров. После замены седел клапанов их рабочие фаски шлифуют. Восстановление распределительного вала начинают с восстановления центровых фасок. После этого проверяют изгиб вала. Биение промежуточных опорных шеек проверяют при установке вала в призмы на крайние опорные шейки. Допустимое биение определено техническими условиями. Если биение превышает допустимое значение, то вал правят под прессом. Изношенные опорные шейки шлифуют под меньший диаметр до одного из ремонтных размеров. После шлифовки шейки полируют абразивной лентой или пастой ГОИ. Изношенную шейку под распределительную шестерню можно восстановить хромированием или ожелезнением с последующим шлифованием по размеру на рабочем чертеже. Небольшой износ кулачков устраняют шлифованием на копировально-шлифовальном станке с последующей полировкой. При значительном износе вершину кулачка можно восстановить наплавкой сормайтом №1 с последующим предварительным шлифованием на электрошлифовальной установке и окончательной обработкой на шлифовальном станке. Изношенный эксцентрик восстанавливают шлифованием, смещая его ось по отношению к оси шпинделя станка на эксцентриситет. Изношенную шпоночную канавку заваривают постоянным током обратной полярности, а после этого фрезеруют новую канавку. Если повреждено более двух ниток резьбы, ее срезают и проводят электроимпульсную наплавку. После наплавки вал проверяют на наличие биения промежуточных опорных шеек и при необходимости правят. Затем подрезают торец вала до «родного» металла, обтачивают наплавленную поверхность под нужный размер и нарезают новую резьбу. Во время работы стержень клапана изгибается. Этот дефект можно устранить его правкой на плите. При повышенном износе клапана его шлифуют на бесцентрово-шлифовальном станке до ремонтного размера. При повторном восстановлении стержни хромируют или железнят с последующим шлифованием под размер рабочего чертежа. Изношенный торец стержня и рабочую фаску клапана шлифуют до устранения следов износа. Однако следует помнить, что размер от торца стержня до кромки канавки под сухарь не должен быть менее допустимого. После шлифования рабочей фаски высота цилиндрической части головки клапана не должна быть меньше заданного ремонтного размера. Если это условие не выполнено, то клапан бракуют.
Последовательность сборки механизма.
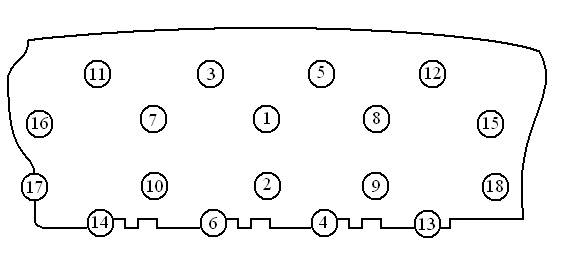
Сборку газораспределительного механизма двигателя ЗМЗ – 53 начинают со сборки головок блоков цилиндров. Ей предшествует продувка сжатым воздухом отверстий во втулках и седлах клапанов. Перед установкой клапанов их стержни и направляющие втулки смазывают маслом. Клапаны подбирают таким образом, чтобы диаметры их стержней соответствовали диаметрам отверстий направляющих втулок. Клапаны должны плавно вращаться и перемещаться в направляющих втулках. Для нормальной работы клапанов газораспределительного механизма необходима герметичность сопряжения седло – рабочая фаска клапана. Этого достигают путем притирки клапанов на станке или вручную. Для притирки используют пасту, основу которой составляют абразивный порошок и масло, смешанные в пропорции 1:5. Притертые детали клапанного механизма моют и сушат. На втулки впускных клапанов надевают шайбы клапанных пружин плоской стороной к головке блока цилиндров, а на втулки выпускных – механизм вращения клапана. Затем на впускные клапаны надевают резиновые манжеты. При установке пружин на клапаны витки с меньшим шагом располагают ближе к головке цилиндров. Установку клапанов производят при помощи съемника-рассухаривателя. Для этого головку блока цилиндров кладут на ровную поверхность, а под клапан снизу кладут упор, не дающий ему опускаться. На штоки клапанов надевают тарелки. На шпильку крепления оси коромысел навинчивается гайка, под которую поддевается один упор съемника. Другой упор давит на тарелку и сжимает клапанную пружину. Когда тарелка опускается ниже канавки, находящейся в верхней части штока клапана, в эту канавку устанавливают два конических сухарика, смазанных Литолом-24 или солидолом и плавно отпускают рычаг съемника, снимая тем самым усилие сжатия пружин. При этом необходимо следить, чтобы сухарики вошли в конические отверстия тарелок клапанных пружин. После этого ввертывают шпильки в отверстия верхней плоскости и плоскости прилегания впускного и выпускного трубопроводов. При сборке распределительного вала на его шейку устанавливают упорный фланец и распорное кольцо, а в шпоночную канавку вставляют сегментную шпонку. Потом на шейку вала надевают распределительную шестерню таким образом, чтобы ее шпоночная канавка совпала со шпонкой на валу. Затем шестерню до упора напрессовывают в распорное кольцо и проверяют легкость вращения фланца. На резьбовой конец распределительного вала надевают шайбу и закручивают до упора гайку. После этого распределительный вал устанавливают в блок цилиндров. Зубчатое колесо распределительного вала вводят в зацепление с шестерней коленчатого вала при совмещении меток на зубьях, контролируя зазор (рис.6). Затем к блоку цилиндров болтами прикрепляют упорный фланец распределительного вала. Проверяют осевой зазор между торцом шестерни и упорным фланцем. Следом на шпильки в местах крепления головок блоков цилиндров надевают металлоасбестовые прокладки. Они необходимы для создания герметичности соединения блок-картер – головка блока цилиндров. Использование прокладки намного уменьшает вероятность утечки охлаждающей жидкости и газов. Толкатели подбирают по отверстиям. Верность подбора оценивают по легкости их перемещения и вращения в соответствующих отверстиях блока. Производят сборку коромысел и их осей, устанавливают их на головку блока цилиндров. Головки блоков цилиндров надевают на шпильки их крепления к блок-картеру двигателя. Затем соединяют концы установленных в толкатели штанг с коромыслами и закрепляют стойки оси коромысел. В таком же порядке собирают вторую головку цилиндров. Завершающий этап сборки газораспределительного механизма – затяжка гаек крепления головок цилиндров к блоку. Их необходимо затягивать в определенной последовательности, прикладывая определенный момент силы. Для этого пользуются динамометрическим ключом и изучают техническую документацию на двигатель. Последовательность затяжки гаек крепления головки к блоку цилиндров для двигателя ЗМЗ – 53 показана на рис.7. Момент затяжки этих гаек для данного двигателя составляет 73 – 79 Н . м. После завершения данного процесса проводят регулировку зазоров в приводе клапанов газораспределительного механизма. Затем устанавливают крышку головки блока цилиндров и отправляют двигатель на испытание.
Рис.7. Последовательность затяжки гаек крепления головки к блоку цилиндров. Проверка и испытание работы механизма.
После сборки головки цилиндров проводят испытание клапанов на герметичность. Для контроля качества притирки используют стенд. Головку цилиндров устанавливают на него и уплотняют резиновыми прокладками. После установки и зажима головки цилиндров, которая проверяется, головки клапанов смазывают сверху раствором вводно-мыльной эмульсии. Затем во внутреннюю полость головки блока цилиндров подают сжатый воздух под давлением 0,03 МПа. Воздух при этом не должен выходить из-под рабочей фаски клапана. В противном случае притирку клапанов продолжают. Дальнейшее испытание проводят после полной сборки и установки газораспределительного механизма в блок цилиндров. Оно включает в себя обкатку на стенде сначала в холодном состоянии при принудительном вращении коленчатого вала и включении системы принудительной циркуляции масла, а затем в горячем состоянии при разных частотах вращения коленчатого вала как без нагрузки, так и с ней (с этой целью используют электрический тормоз). Если этот этап обкатки пройден успешно, данный двигатель устанавливают на автомобиль, совершают на нем пробную поездку и выписывают из ремонта. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|