|
|
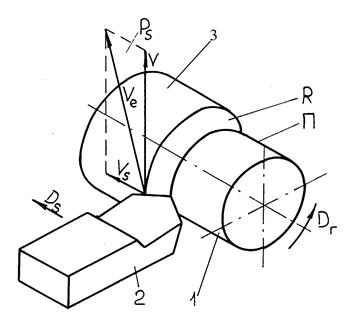
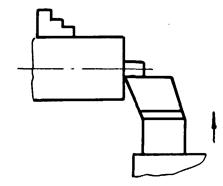
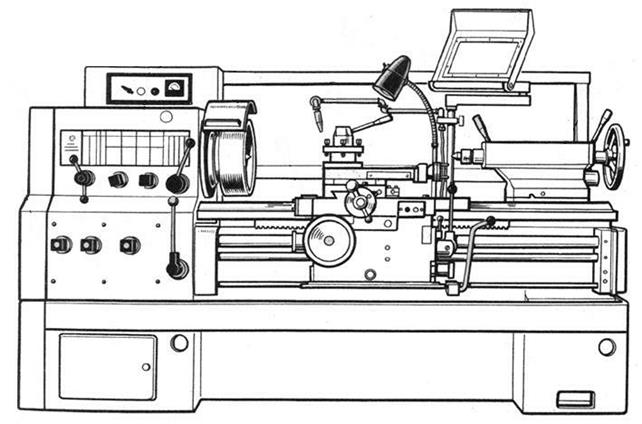
Основные теоретические положенияНа токарных станках обрабатывают заготовки валов, шкивов, втулок, зубчатых колес и других деталей, являющихся телами вращения. Токарный станок, оснащенный специальным устройством для нарезания резьбы, называется токарно-винторезным. При токарной обработке (рисунок 1) используют следующие движения: - вращение заготовки 1 (главное движение Dг); - перемещение резца 2 (движение подачи Ds). Этим движениям в произвольной точке режущей кромки соответствуют скорость главного движения v, скорость движения подачи vs и скорость результирующего движения ve. На заготовке можно выделить три поверхности: - обработанную поверхность П, образованную в результате обработки; - поверхность резания R; - обрабатываемую поверхность З, которая частично или полностью удаляется при обработке. Движение подачи чаще всего осуществляется в продольном или поперечном (рисунок 2) направлении. Внешний вид токарно-винторезного станка показан на рисунке 3. На станину 1 станка устанавливаются передняя 2 и задняя 3 бабки. В передней бабке располагаются механизмы и передачи, позволяющие получать различные частоты вращения шпинделя 4. На шпинделе закрепляются приспособления 5 для установки и вращения заготовки. Резец устанавливается в поворотном резцедержателе 6. При необходимости одновременно можно закрепить четыре резца. Движение подачи резца в продольном направлении осуществляется за счет перемещения продольного суппорта 7 по направляющим станины; необходимая скорость движения обеспечивается коробкой подач 8. Поперечные перемещения резца осуществляются за счет перемещения поперечной каретки 9, на которой смонтирован верхний суппорт 10. Верхний суппорт перед обработкой конических поверхностей можно поворачивать вокруг вертикальной оси. К продольному суппорту крепится фартук 11 с устройствами, преобразующими вращательное движение ходового винта 12 или ходового валика 13 в поступательные движения суппортов.
Рисунок 1 - Схема обработки резанием
Рисунок 2 – Схема обработки с движением подачи в поперечном направлении
Рисунок 3 - Токарно-винторезный станок
Задняя бабка также может перемещаться по направляющим станины. Ее корпус перед обработкой конических поверхностей можно сместить относительно основания в поперечном направлении. В продольном направлении относительно корпуса может перемещаться пиноль 14, в которой устанавливают, например, инструменты для обработки отверстий. В качестве приспособлений для установки заготовок на токарном станке обычно применяют патроны, планшайбы, центры, люнеты и оправки. Трехкулачковый патрон (рисунок 4) обычно применяют для установки заготовок, у которых отношение длины
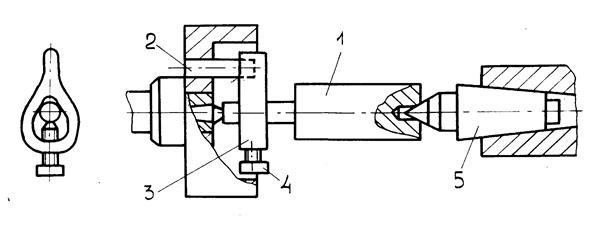
Рисунок 4 - Схема установки заготовки в трехкулачковом патроне При средних значениях отношения Передача крутящего момента при обработке в центрах осуществляется поводковыми устройствами, например, закрепленным на шпинделе станка поводковым патроном с пальцем 2, который заставляет вращаться хомутик 3 и зажатую болтом 4 заготовку. При больших силах и скоростях резания вместо упорного заднего центра 5 используют вращающийся задний центр с подшипниками качения. Если
Рисунок 5 - Схема установки заготовки в центрах
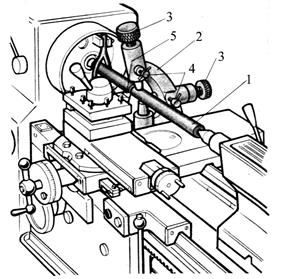
Рисунок 6 - Обработка с использованием неподвижного люнета: 1 - заготовка; 2 - люнет; 3 и 4 - винты для регулировки и закрепления кулачков люнета; 5 - резец
Рисунок 7 - Установка заготовки в центрах и неподвижном люнете
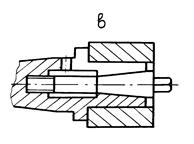
Для установки заготовок с отверстиями применяют различные оправки — цилиндрические, конические, цанговые и др. (рисунок 8). В этом случае наружная поверхность заготовки открыта для обработки. Отметим, что на рисунке 8, а центры и поводковый патрон показаны условными стандартными знаками.
Рисунок 8 - Оправки: а — цилиндрическая; б — коническая: в — цанговая Детали сложной формы устанавливают на планшайбах. Например, заготовку шатуна 1 (рисунок 9) на планшайбе 2 закрепляют с помощью трех винтов 3, планки 4 и двух болтов 5. Перед обработкой отверстия производят выверку, т.е. регулируют винтами 3 положение заготовки, добиваясь совмещения оси обрабатываемого отверстия с осью вращения шпинделя. Для совмещения центра масс системы с осью вращения используется противовес 6. При обработке на токарных станках в резцедержателе чаще всего устанавливают резцы, а в пиноли задней бабки - осевые инструменты, например, сверла. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 к диаметру
к диаметру  меньше 2,5-5. Перемещение кулачков 2 в пазах корпуса 1 синхронизировано, что автоматически обеспечивает центрирование, т.е. совмещение осей заготовки и патрона. Поэтому подобные приспособления называют самоцентрирующими.
меньше 2,5-5. Перемещение кулачков 2 в пазах корпуса 1 синхронизировано, что автоматически обеспечивает центрирование, т.е. совмещение осей заготовки и патрона. Поэтому подобные приспособления называют самоцентрирующими.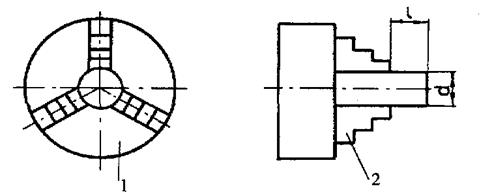
 , не превышающих 10-15, заготовку поддерживают задним центром или же (рисунок 5) устанавливают с помощью переднего и заднего центров, которые входят в центровые отверстия на торцах заготовки 1. Передний центр вставляют в отверстие шпинделя, а задний - в отверстие пиноли задней бабки.
, не превышающих 10-15, заготовку поддерживают задним центром или же (рисунок 5) устанавливают с помощью переднего и заднего центров, которые входят в центровые отверстия на торцах заготовки 1. Передний центр вставляют в отверстие шпинделя, а задний - в отверстие пиноли задней бабки. > 10 ¸ 15, то для уменьшения деформаций заготовки на продольном суппорте или станине станка устанавливают соответственно подвижный (рисунок 6) или неподвижный (рисунок 7) люнеты.
> 10 ¸ 15, то для уменьшения деформаций заготовки на продольном суппорте или станине станка устанавливают соответственно подвижный (рисунок 6) или неподвижный (рисунок 7) люнеты.