
|
|
Анализ технических условий и технологичности конструкции детали12 Расчет годовой программы запуска деталь в производство и определение типа производства табличным методом. Заданная годовая программа выпуска деталей составляет Годовая программа запуска деталей в производство рассчитывается по следующей формуле:
Действительный такт производства:
По таблице данной годовой программе выпуска и массе детали соответствует крупносерийный тип производства. Данный тип производства имеет следующие характеристики: 1. большая годовая программа выпуска изделий; 2. узкая номенклатура выпускаемых изделий; 3. заготовки имеют как можно меньшие припуски на обработку; 4. для механической обработки используется специальный инструмент; 5. использование в процессе производства рабочих средней квалификации; специализация рабочих мест на выполнении нескольких закрепленных за ними операций, незначительный объем ручного труда; 6. трудоемкость изготовления деталей мала, а т.к. трудоемкость является одной из составляющих себестоимости продукции, то себестоимость также мала; 7. применение специального оборудования и инструмента снижает гибкость производства до минимума. Анализ технических условий и технологичности конструкции детали Анализ технических условий Исходными данными для выполнения курсового проекта являются чертеж детали с указанием технических условий. Для изготовления данного корпуса используется литейный алюминиевый сплав АК12М2 ГОСТ 1583-93. Корпус изготавливается методом литья под давлением. Для получения качественной отливки в технических требованиях заложены литейные уклоны и радиусы. Неуказанная шероховатость Ra 6,3 мкм, следовательно, чтобы получить данную шероховатость нужно провести получистовую обработку данных поверхностей. Неуказанные отклонения по 14 квалитету, что можно согласовать с данной шероховатостью. Также необходимо обеспечить требования, которые касаются погрешностей формы и расположения. На чертеже детали допусков на погрешность формы нет, что касается допусков расположения, то к детали предъявляется обеспечение следующих допусков: допуск параллельности, допуск соосности и позиционный допуск. Допуск параллельности отверстия Допуск соосности оси отверстия Позиционный допуск оси Позиционный допуск осей 4-х отверстий В данной детали необходимо фрезеровать паз шириной 5 мм с шероховатостью Ra12,5. Указанная шероховатость соответствует черновой обработке.
Анализ технологичности конструкции детали. Для оценки технологичности используют два вида показателей технологичности: качественные и количественные. 1. Качественная оценка конструкции детали на технологичность: Данный корпус является жестким, т.к.
2. Количественная оценка технологичности конструкции изделия выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции.
· Коэффициент точности детали:
· Коэффициент шероховатости поверхности детали:
Где
Исходя из всего вышеперечисленного можно сделать заключение, что деталь является технологичной.

12 Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|
 .
. ,
,  – коэффициент, характеризующий технологический брак (2…4% от годовой программы выпуска);
– коэффициент, характеризующий технологический брак (2…4% от годовой программы выпуска); – коэффициент незавершенного производства (1…3% от годовой программы выпуска);
– коэффициент незавершенного производства (1…3% от годовой программы выпуска); .
. ,
,  – расчетный фонд работы в часах при двухсменном режиме работы (принимаем
– расчетный фонд работы в часах при двухсменном режиме работы (принимаем  );
); , где
, где – коэффициент загрузки оборудования (
– коэффициент загрузки оборудования (  );
); .
.



 относительно поверхности М 0,1 мм.
относительно поверхности М 0,1 мм. относительно отверстия
относительно отверстия  на
на  0,1мм.
0,1мм. на
на 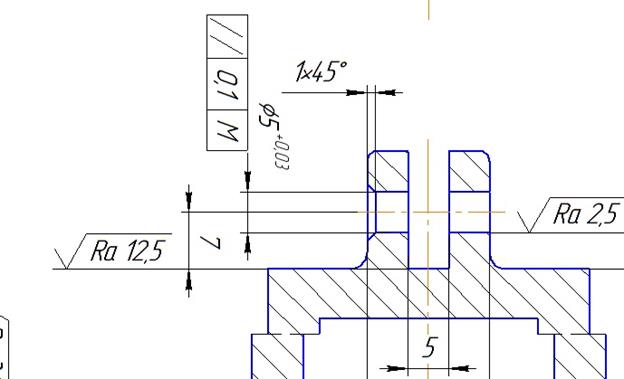
 , что является допустимым, а это является одним из условий технологичности. Возможность использования принципа совмещения баз (если измерительная и технологическая база измеряемого размера совпадает, то погрешность базирования для данного размера равна 0). Соблюдение принципа постоянства и единства баз желательно использовать одну и ту же «чистую» базу. Так же деталь состоит из стандартных и унифицированных конструктивных элементов: диаметральных и линейных размеров. Это способствует использованию стандартных режущих и измерительных инструментов. На детали имеются канавки для свободного выхода режущего инструмента. Все обрабатываемые поверхности имеют свободный подвод и отвод режущего инструмента. Шероховатость базовых поверхностей удовлетворяет требованиям точности установки детали, ее обработки и контроля. Все шероховатости, обозначенные на чертеже, соответствуют данным квалитетам точности, а это также является одним из условий технологичности.
, что является допустимым, а это является одним из условий технологичности. Возможность использования принципа совмещения баз (если измерительная и технологическая база измеряемого размера совпадает, то погрешность базирования для данного размера равна 0). Соблюдение принципа постоянства и единства баз желательно использовать одну и ту же «чистую» базу. Так же деталь состоит из стандартных и унифицированных конструктивных элементов: диаметральных и линейных размеров. Это способствует использованию стандартных режущих и измерительных инструментов. На детали имеются канавки для свободного выхода режущего инструмента. Все обрабатываемые поверхности имеют свободный подвод и отвод режущего инструмента. Шероховатость базовых поверхностей удовлетворяет требованиям точности установки детали, ее обработки и контроля. Все шероховатости, обозначенные на чертеже, соответствуют данным квалитетам точности, а это также является одним из условий технологичности. , где
, где – средний квалитет точности размеров;
– средний квалитет точности размеров;
 – число размеров заданного квалитета;
– число размеров заданного квалитета; .
. , следовательно, деталь считается технологичной.
, следовательно, деталь считается технологичной.
 – средняя шероховатость поверхности детали;
– средняя шероховатость поверхности детали; где
где 
 .
.