
|
|
Дефекты сварного и паянного соединения
Типы сварных соединений
Зона сплавления 3. Зона термического влияния (ЗТВ) – Основной металл
Термины и определения
Группа 1. Трещины
Продольная трещина Трещина, ориентированная параллельно оси сварного шва.
Она может располагаться: — в металле сварного шва; — на границе сплавления; — в зоне термического влияния; — в основном металле
Трещина, ориентированная перпендикулярно оси сварного шва.
• Она может располагаться: • — в металле сварного шва; • — в зоне термического влияния; • — в основном металле Радиальная трещина
Они могут быть: • — в металле сварного шва; • — в зоне термического влияния; • — в основном металле Примечание.Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины
Трещина в кратере сварного шва, которая может быть: — продольной; — поперечнй; — звездообразной
Группа 2. Поры
полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов
Газовая полость обычно сферической формы.
Группа газовых пор, распределенных равномерно в металле сварного шва.
Группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор Ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
Группа 3. Твердые включения
Твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Шлак, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть: — линейными; — разобщенными; —- прочими
Флюс, попавший в металл сварного шва. В зависимости, от условий образования такие включения могут быть: — линейными; — разобщенными; — прочими
Частица инородного металла, попавшая в металл сварного шва. Различают частицы из: — вольфрама; — меди; — другого металла
Группа 4. Несплавление и непровар
Несплавление Отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва. Различают несплавления: — по боковой стороне; — между валиками; — в корне сварного шва
Несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения
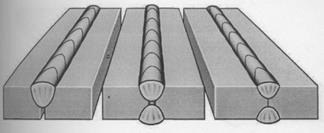
Группа 5. Нарушение формы шва
Нарушение формы Отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения
Подрез
Избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения
Превышение проплава Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения
Наплыв Избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним
Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне
Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого
Натек 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|

 1. Основной металл сварного шва
1. Основной металл сварного шва Флюс – вещество, вводимое в зону сварки для создания защиты дуги и сварочной ванны от воздуха, а также для металлургических процессов во время сварки.
Флюс – вещество, вводимое в зону сварки для создания защиты дуги и сварочной ванны от воздуха, а также для металлургических процессов во время сварки. Трещины– несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок
Трещины– несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок
 Поперечная трещина
Поперечная трещина Трещины, радиально расходящиеся из одной точки.
Трещины, радиально расходящиеся из одной точки. Трещина в кратере
Трещина в кратере Газовая полость
Газовая полость Газовая пора
Газовая пора Равномерно распределенные поры
Равномерно распределенные поры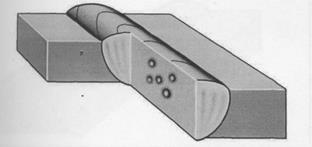 Скопление пор
Скопление пор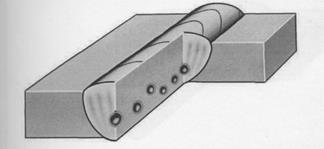
 Свищ
Свищ Твердое включение
Твердое включение Шлаковое включение
Шлаковое включение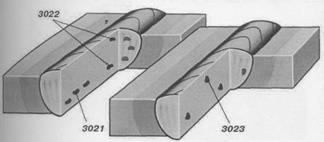 Флюсовое включение
Флюсовое включение Металлическое включение
Металлическое включение
 Непровар
Непровар Углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке
Углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке Подрез со стороны корня одностороннего сварного шва, вызванная усадкой но границе сплавления
Подрез со стороны корня одностороннего сварного шва, вызванная усадкой но границе сплавления Превышение выпуклости
Превышение выпуклости


 Линейное смещение
Линейное смещение Угловое смещение
Угловое смещение