|
|
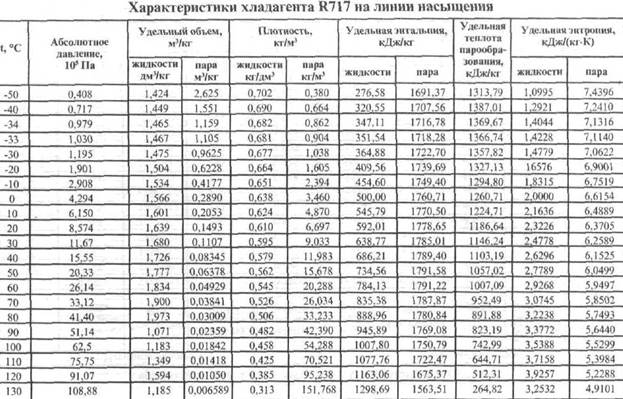
Теплофизические свойства аммиака
Как видно из табл. 10.2, растворимость газообразного R717 в масле с повышением температуры снижается и возрастает с увеличением давления. Растворимость R717 с минеральным маслом представлена на рис.10.1 [52]. Плотность жидкого аммиака ниже плотности минерального масла, вследствие чего в аппарате (например, линейном ресивере) хладагент располагается над слоем масла. На черные металлы, алюминий и фосфористую бронзу R717 не действует (трубопроводы, теплообменники и арматуру выполняют из стали), однако в присутствии влаги разрушает цветные металлы (цинк, медь и ее сплавы). Массовая доля влаги в R717 не должна превышать 0,2 %. Высокая активность по отношению к меди и медным сплавам создает дополнительные сложности при создании холодильного оборудования. R717 проводит электрический ток, что затрудняет создание полугерметичных и герметичных компрессоров, плохо горит в воздухе (желтое пламя), в кислороде горит хорошо (зеленоватое пламя). При высоких концентрациях в воздухе R717 отрицательно влияет на вкусовые качества ряда пищевых продуктов, в частности, порча яблок, груш, персиков и лука происходит при концентрации 0,1 %. По термодинамическим свойствам R717 - один из лучших хладагентов: по объемной холодопроизводительности он значительно превышает R12, Rll, R22 и R502, имеет более высокий коэффициент теплоотдачи и требует меньшего диаметра труб при заданной холодопроизводительности. R717 имеет высокое значение теплоты испарения. При температуре кипения хладагента она составляет 1369,7 кДж/кг, что позволяет значительно уменьшить содержание хладагента в холодильной системе при заданной холодопроизводительности, например, при переходе системы с R717 на R22 требуется на 10-15 % больше хладагента R22. Для крупных холодильных установок это благоприятное качество используется в полной мере, в то же время в малых холодильных установках затрудняется подача хладагента в приборы охлаждения. К недостаткам R717, кроме перечисленных, относится также более высокое значение показателя адиабаты (для R717 -1,31) по сравнению с R22 - 1,18, R12 - 1,14, что приводит к значительному увеличению температуры сжатого пара на выходе из компрессора, предъявляя тем самым жесткие требования к термической стабильности используемых холодильных масел. Для эффективного снижения температуры конденсации конденсаторы должны соответственно обладать развитой поверхностью теплообмена, что увеличивает их металлоемкость. Как отмечалось ранее, аммиак не растворяет минеральные масла. Образующаяся на внутренней поверхности теплообменных аппаратов масляная пленка значительно снижает коэффициент теплопередачи, увеличивая тем самым за счет термического сопротивления масляной пленки потребление электроэнергии на 12-5-20%. Кроме того, установка маслоотделителя увеличивает стоимость холодильной системы. В последние годы в результате интенсивных научных исследований разработан ряд растворимых в аммиаке масел, что способствует созданию холодильного оборудования с «сухим испарителем». Отсутствие пленки масла на теплообменных поверхностях позволит повысить коэффициент теплоотдачи с 2700 до 9100 Вт/(м2-К), уменьшить габаритные размеры аппаратов и снизить аммиакоемкость системы [8]. Аммиачные холодильные установки работают во многих европейских супермаркетах. Их потребная холодопроизводи-тельность для среднетемпературного оборудования находится в диапазоне 80+400 кВт, низкотемпературного - 20-5-80 кВт. Холодильные машины практически везде скомпонованы на базе поршневых компрессоров, в ряде случаев применяют винтовые компрессоры. Для низкотемпературного диапазона используют двухступенчатые установки. Практически решена проблема безопасной эксплуатации аммиачных холодильных систем (они работают в супермаркетах, расположенных в центре городов). Аммиачные холодильные системы в супермаркетах применяют с промежуточными контурами охлаждения для отвода теплоты от конденсатора и подвода холода посредством хладоно-сителя от испарителя к потребителям, вследствие чего первоначальные затраты на монтаж оборудования на 20+30 % выше затрат на оборудование аналогичного супермаркета, работающего на R404A с непосредственной системой охлаждения. Возрастает также и энергопотребление на 10+20 % при эксплуатации холодильной системы, работающей на R717 по сравнению с аналогичной холодопроизводительностью установки, заправленной R404A [24, 79]. Применяют аммиак в системах охлаждения супермаркетов Дании, Германии, Норвегии, Швейцарии, Великобритании. В качестве хладоносителя распространены растворы солей, синтетические жидкости, жидкий лед, жидкий диоксид углерода. Использование жидкого СО2 в системах охлаждения супермаркетов Шотландии (Кильмарнок) и Швеции (Лунд) позволило снизить общий коэффициент эквивалентного потепления (TEWI) в сравнении с другими решениями почти на 50 %. Ам миачные тепловые насосы имеются в Норвегии с тепловой производительностью от 200 до 2000 кВт. Несколько тепловых насосов на аммиаке работают в Германии, Швейцарии и Швеции. Аммиачные водяные охладители-чиллеры с пластинчатыми аппаратами фирмы "Alfa-Laval", разработанные фирмой "'York Refrigeration", характеризуются минимальным количеством заправленного хладагента. Так, в высокотемпературных охладителях HTLS заправка хладагента составляет 3,7+8,5 кг при холодопроизводительности соответственно 60+140 кВт и потребляемой мощности 14+35 кВт, в среднетемпературных MTLS - 3,1+бкг при холодопроизводительности 32+63 кВт и потребляемой мощности 12-5-24 кВт. В тепловых насосах типа HPLS заправка хладагента равна 3+6,7 кг при холодопроизводительности соответственно 37-47 кВт и потребляемой мощности 12+31 кВт. Рассмотренные охладители и тепловые насосы имеют небольшие габаритные размеры (длина 1170 мм, ширина 800 мм, высота 1550 мм) [8]. Обеспечение безопасности работы аммиачных холодильных систем в настоящее время проходит по следующим направлениям: • возврат к системе работы с хладоносителем (для крупных • использование блочных малоаммиакоемких холодильных • применение некорродирующих, экологически безопасных • комплектация холодильных систем устройствами для пол • применение агрегатированных блочных аммиачных сис контейнерных блоках. При разгерметизации установки аммиак полностью поглощается нейтрализаторами. Установки данного типа в настоящее время широко применяются в Японии США; • разбивка схемы холодильной установки на технологичес • разработка системы контроля уровня загазованности и • замена в холодильных камерах приборов естественного По данным Минсельхоза РФ в пищевой и перерабатывающей промышленности насчитывается около 30 отраслей, являющихся потребителями холода. Из них более 540 мясокомбинатов, хладокомбинатов, 1550 предприятий молочной промышленности и 500 распределительных холодильников используют в качестве рабочего хладагента в холодильных системах R717
Хладагент R744.Химическая формула СО2 (диоксид углерода). Дешевое нетоксичное негорючее и экологически чистое (ODP=0, GWP=1) вещество. Стоимость диоксида углерода в 100-120 раз ниже, чем R134a. Диоксид углерода имеет большую объемную холодопроиз-водительность, низкую критическую температуру (31 °С), сравнительно высокую температуру тройной точки, большие давления в тройной точке и критическое давление (табл. 10.3). Может служить альтернативным хладагентом. Содержится в атмосфере и биосфере Земли, имеет следующие преимущества: низкая цена, простое обслуживание, совместимость с минеральными маслами, электроизоляционными и конструкционными материалами. Вместе с тем при использовании диоксида углерода требуется водяное охлаждение конденсатора холодильной машины, увеличивается металлоемкость холодильной установки и потребляемая мощность (по сравнению с металлоемкостью установок, работающих на галоидопроизводных хладагентах). Высокое критическое давление имеет и положительный аспект, связанный с низкой степенью сжатия, вследствие чего эффективность компрессора становится значительной. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|