
|
|
Устройство штангенциркуляБилет №5 1. Штангенинструменты (виды, назначение, составные части) 2. Правила и нормы безопасности выполнения слесарных работ. Назначение и устройство штангенинструментов Штангенинструменты - измерительные приборы для замера линейных величин с отсчетом по штриховой шкале либо цифровому дисплею. В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей. Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней. К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением. В России штангенинструменты выпускают инструментальные заводы - Челябинский (ЧИЗ) и Кировский (КРИН). Среди зарубежных фирм можно отметить Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия). В настоящее время выпускают три группы штангенинструментов:
*** Шкала нониуса или верньер По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм.
Принцип работы шкалы нониуса основан на том явлении, что человеческому глазу проще определить совпадение рисок делений на шкале, чем относительное смещение одного деления между другими. При этом для повышения точности измерения нониус имеет оригинальное конструктивное решения - на нем, как и на основной шкале нанесены 10 делений, обозначающих 1 мм каждое, но на шкале нониуса эти деления намеренно выполнены с погрешностью, равной требуемой точности измерения штангенинструмента. Считается, что принцип нониуса был изобретён известным персидским ученым Авиценной (Абу Али ибн Синой) более тысячи лет назад. Название "нониус" это устройство получило в честь менее известного португальского математика П. Нуниша (1502 - 1578), который изобрёл первый измерительный прибор, использующий принцип, предложенный Авиценной. Современная конструкция шкалы была предложена в 1631 году французским математиком Пьером Вернье, в честь которого шкалу нониуса иногда называют "верньер". Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса i. Сначала определяют число делений нониуса n = c/i, где c - интервал деления основной шкалы. Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм. *** Штангенциркули Работать со штангенциркулем несложно. Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали. Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения. *** Устройство штангенциркуля По основной линейке-штанге 6 (рис. 2) с неподвижными измерительными губками 1 перемещается рамка 5 с подвижными измерительными губками 2. На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 5 установлен нониус 3. Наружные размеры можно измерять как верхними губками, так и нижними. Для измерения внутренних размеров предназначены только нижние губки. а для разметки - верхние губки. *** Штангенглубиномеры
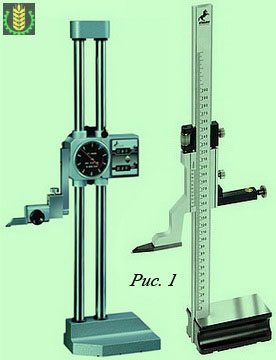
Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии. Штангенглубиномеры (см. рис.3) принципиально не отличаются от штангенциркулей. По сути, штангенглубиномер - это штангенциркуль, конструктивно приспособленный для удобства линейных измерений малодоступных внутренних размеров изделий. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги и база для измерений - нижняя поверхность основания. Как и все штангенинструменты, штангенглубиномеры изготавливают с отсчетом по штриховой шкале (оснащенные нониусом), с отсчетом по циферблату и с цифровым отсчетом. *** Штангенрейсмасы Штангенрейсмасы (иногда их называют штангенрейсмусы) (рис. 1) являются основными измерительными инструментами для разметки деталей. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания. Требования техники безопасности при выполнении слесарных работ.
При выполнении слесарных работ возможны несчастные случаи в результате неправильной организации труда плохого состояния инструмента или при нарушении правил безопасной работы. Ручной и механизированный инструмент, применяемый при слесарных, ремонтных, сборочных операциях, а также при производстве строительно-монтажных работ, сравнительно быстро изнашивается, и поэтому необходим постоянный контроль за его состоянием. Перед работой рабочий должен внимательно и тщательно проверить и подготовить к работе инструмент, приспособления и убедиться в их исправности. Нельзя пользоваться незнакомым, случайным, непроверенным и некачественным инструментом. Необходимо особо осторожно обращаться с заточенным инструментом во избежание порезов. Особое внимание должно уделяться рациональной организации рабочего места слесаря. Как правило, работа должна выполняться на верстаке. Рациональный тип верстака для выполнения слесарных работ показан на рис. 9.
Рис. 9. Верстак для выполнения слесарных работ Слесарный верстак должен быть оборудован предохранительной сеткой для защиты людей, находящихся поблизости, от возможных ранений отлетающими кусками обрабатываемого материала. При рубке металла в тисках обрабатываемую деталь нужно устанавливать так, чтобы куски металла отлетали в сторону защитной сетки. При выполнении слесарных работ не в мастерской, а в производственных помещениях или на монтажных площадках следует применять переносные верстаки. На полу у рабочих мест должны быть установлены деревянные решетки. Обрабатываемые детали очищают от грязи и масла в керосине или специальными растворами для горячей промывки (например, на 1 л воды 7 г каустической соды, 11 г кальцинированной соды, 9 г фосфорнокислого натрия и 1,5 г жидкого мыла при температуре 60—80 ° C). Этот раствор причиняет ожоги, поэтому при работе с ним необходимо надевать резиновые перчатки и защитные очки. После промывки деталей их сушат горячим воздухом. Зубила, применяемые для рубки металла, должны иметь длину не менее 150 мм. Молотки и кувалды должны иметь слегка выпуклую поверхность бойка. Длина рукоятки слесарного молотка должна быть 300—400 мм. Небольшое утолщение на конце рукоятки предохраняет молоток от выскакивания из рук при взмахе и ударе. Хвостовики напильников закрепляют в деревянных ручках. Во избежание раскалывания деревянные ручки снабжают металлическими кольцами. При выполнении слесарных работ широко используют ручные машины, относящиеся к одному из наиболее распространенных средств малой механизации. С их помощью можно механизировать практически любые технологические операции, выполняющиеся вручную. Анализ условий эксплуатации ручных машин различных типов позволил выбрать оптимальные с точки зрения эргономики формы их рукояток. Установлено, что для ручных машин направленного действия (рубильные молотки, сверлильные машины, отдельные типы гайковертов) наиболее приемлема рукоятка пистолетного типа. Ее поперечное сечение имеет форму прямоугольника с овальными короткими сторонами. Для ручных машин ненаправленного действия (шлифовальные машины, щетки) целесообразна круглая форма сечения рукоятки. Ручные (переносные) электрофицированные инструменты (электродрели, электрогайковерты, шлифовальные и полировальные машинки, электропояльники, резьбонарезатели, вибраторы и т. п.) применяются на напряжение не выше 42 В. Токоведущие части штепсельных соединений, предназначенные для подключения электроинструментов и ручных (переносных) электросветильников, должны быть недоступными для прикосновения. Электроинструмент должен иметь порядковый номер и паспорт. Перед выдачей его рабочему проверяют отсутствие замыкания на корпус, исправность заземляющего провода, затяжку винтов, крепящих узлы и детали, целостность изоляции и др. При обнаружении каких-либо неисправностей инструмент выдавать рабочему запрещается. В процессе работы при обнаружении каких-либо неисправностей в электроинструменте или в переносных светильниках следует немедленно прекращать работу. При прекращении подачи напряжения или при перерыве в работе электроинструмент отсоединяется от электросети. Нельзя допускать соприкосновения электропроводов и кабелей с металлическими, горячими, масляными и влажными поверхностями или предметами. Запрещается передавать электроинструмент другим лицам хотя бы на непродолжительное время. Запрещается также разбирать электроинструмент и самим производить какой-либо ремонт, в том числе ремонт проводов и контактных соединений; держаться за провод электроинструмента во время работы; касаться вращающегося режущего инструмента; удалять стружку или опилки до полной остановки инструмента. Капитальный и планово-предупредительный ремонт пневматического инструмента на предприятии (в цехе) Производится централизованно согласно инструкции завода — изготовителя инструмента. Ремонт этого инструмента на месте производства работ запрещается. Качество ремонта проверяется ОТК: при проверке определяются амплитуды вибрации рукоятки и корпуса инструмента, полученные результаты записываются в паспорт инструмента. Ручные пневматические инструменты (клепальные и рубильные молотки, сверлильные и шлифовальные машинки) должны быть обязательно оборудованы эффективными глушителями шума выхлопа сжатого воздуха. Клапаны в закрытом положении не должны пропускать воздух. По окончании работы необходимо привести в порядок рабочее место. Инструмент не следует оставлять на рабочем месте, его необходимо убрать в шкаф. Нельзя мыть руки в масле, керосине, бензине и вытирать их концами обтирочного материала, загрязненными стружкой. Электро- и пневмоинструмент следует сдать в инструментальную кладовую, где проверяют его исправность, а также измеряют параметры шума и вибрации.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|

 Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4.
Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4.
