|
|
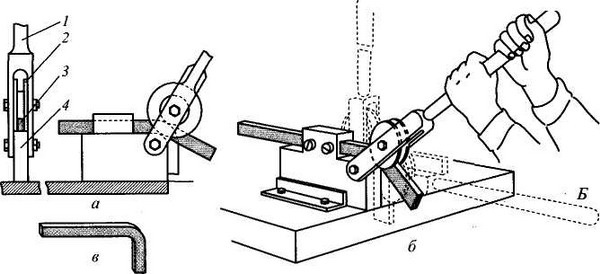
Использование приспособленийРучная гибка в тисках - сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них. На рисунке 8.6.1 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг l перемещают в нижнее положение Б, придавая заготовке 3 заданную форму.
Рисунок 8.6.1 Приспособление для гибки рамки ножовочного станка: а, б - схемы применения приспособления; в - готовая рамка; 1 - рычаг; 2 - ролик; 3 -заготовка; 4 - оправка; А, Б - соответственно верхнее и нижнее положения рычага (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк. , 1989.) По аналогичной схеме работают и другие гибочные приспособления, например, приспособление для гибки кольца из прутка круглого сечения (рисунок 8.6.2).
Рисунок 8.6.2 Приспособление для гибки кольца (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк. , 1989.) Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов. Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты. Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют:
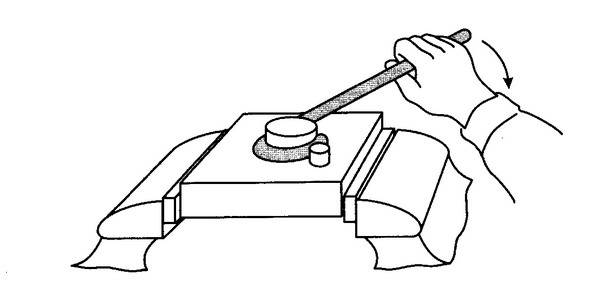
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами. Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты (см. рис. 2.47). Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Рисунок 8.6.3 Гибка трубы в холодном состоянии: а - на штырях, б - в неподвижной оправке (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк. , 1989.) Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рисунок 8.6.3,б). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобками 2. Трубу вставляют между гибочной оправкой и хомутиком 3 и руками изгибают по желобаобразному углублению гибочной оправки.
Рисунок 8.6.4 Трубогибы: а - гидравлический; б - ручной (коллаж автора) Трубы диаметром до 20 мм изгибают в специальных трубогибах (рисунок 8.6.4, б), которое крепится к верстаку с помощью ступицы и плиты. На одной оси ступицы и плиты находится неподвижный ролик-шаблон с хомутиком. Подвижный ролик закреплен в скобе с рукояткой. Трубу для изгиба вставляют между роликами так, чтобы конец ее вошел в хомутик. Затем рукояткой поворачивают скобу с подвижным роликом вокруг неподвижного ролика-шаблона до тех пор, пока труба не изогнется на требуемый угол. Гибка медных и латунных труб. Подлежащие гибке в холодном со стоянии медные или латунные трубы заполняют расплавленной канифолью, расплавленным стеарином (парафином) или свинцом в расплавленном состоянии. Порядок гибки аналогичен описанному ранее. Канифоль после гибки выплавляют, начиная с концов трубы, так как нагревсередины наполненной канифолью трубы, приводит к разрыву последней. При гибке необходимо выполнять следующие требования безопасности:

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|