|
|
Сооружения для очистки небольших расходов сточных вод в грунте, септики.12 Септик - сооружение для очистки небольших количеств (до 25 м3/сут) бытовых сточных вод в виде герметичного колодца (круглого или прямоугольного сечения). Септик предназначен для сбора и очистки хозяйственно-бытовых сточных вод от индивидуальных жилых домов, объектов малоэтажной застройки, коттеджей при отсутствии центральной системы канализации. В работе септика заложен принцип гравитационного отстаивания и биологической доочистки с использованием биоферментных препаратов, а также почвенных естественных и принудительных методов доочистки.Такими могут выступать биофильтры или биозагрузка.Объем септика зависит от расхода сточных вод. Неочищенные сточные воды не должны просачиваться сквозь стены септика в грунт. Поэтому его конструкция должна быть герметичной: стены из железобетона, бутового камня (бутобетона) или кирпича, дно — из монолитного бетона или железобетонной плиты. Для устройства септика готовят котлован на полную глубину, изготавливают дно и стены. Стены из бутового камня или кирпича штукатурят цементным раствором (соотношение цемента и песка 1: 3) и обязательно железнят (затирают влажную поверхность цементом). Впускное отверстие должно быть на 50—100 мм выше выпускного, которое отстоит от верхней кромки бетонного кольца на 300 мм. Очистку септика производят раз в год. Откачивают осадок специальным погружным насосом либо ассенизационной машиной.Септик должен располагаться не менее чем в 5 м от дома. Если он удален более чем на 15 м, необходимо устроить смотровой колодец, обеспечивающий доступ к входному патрубку. При высоком уровне грунтовых вод снижают глубину колодца септика, одновременно увеличивая его диаметр - например, вместо двух колец диаметром 1000 мм общей высотой 1800 мм возможна установка одного кольца диаметром 2000 мм и высотой 1300 мм. Септик такой конструкции делают двухкамерным: устанавливают вертикальную перегородку по всей высоте железобетонного кольца. В перегородке устанавливают два патрубка диаметром 150 мм: один, перепускной, размещают на 400 мм ниже, а второй, вентиляционный, — на 150 мм выше расчетного уровня воды. Возможно использование готовых пластиковых септиков. Преимущества: низкая цена; длительный срок службы; легкость установки. Модульный септик.Каждый модуль имеет две секции очистки стоков. Принцип работы модуля – отделение тяжелых и легких примесей от основного потока воды. Тяжелые фракции выпадают на дно септика, легкие всплывают на поверхность, при этом перетекание воды из первой секции во вторую производится между ними.
Монтаж керамических, асбестоцементных, чугунных, пластмассовых, бетонных и железобетонных труб с раструбными, муфтовыми и фальцевыми соединениями. Заделка стыков. Приспособления для монтажа раструбных труб. Монтаж керамических трубопроводовведут как отдельными трубами, так и укрупнительными звеньями (секциями) в две, три, пять труб при общей длине секции не более 8 м. Укладку трубопроводов производят снизу вверх по уклону, начиная от смотрового колодца раструбами против течения сточной жидкости. Трубы укладывают на подготовленное и тщательно спланированное основание с выдерживанием заданного уклона по ходовой визирке. Первую трубу укладывают на подушку (основание) смотрового колодца раструбом вверх, т. е. «от колодца». Закрепив надежно первую трубу, укладывают последующие, соединяя их с помощью раструбов. Правильность уклонов проверяют нивелиром, а прямолинейность оси в горизонтальной плоскости - шнуром. Лотки уложенных труб должны совпадать и не образовывать уступов. Опускаемую трубу заводят гладким концом в раструб уложенной трубы, оставляя зазор. Стыковые соединения трубопроводов из керамических труб уплотняют пеньковой смоляной или битуминизированной прядью с последующим устройством замка из асфальтовой мастики, цементного раствора или асбестоцементной смеси. Прядь обвивают вокруг трубы не менее двух раз, а затем уплотняют конопаткой (без ударов молотком). Для ускорения процесса укладки труб в траншею и заделки их стыков производят их предварительную укрупнительную сборку в звенья (секции) по две, три и пять труб. Иногда к керамическим трубам приделывают заранее кольца конической формы из асфальтовой мастики на внутренней поверхности раструба и на внешней поверхности другого конца трубы. Перед стыкованием таких труб асфальтовые кольца в раструбе и на концах труб покрывают расплавленным горячим битумом или обильно смазывают каким-либо растворителем (бензином, бензолом), размягчающим поверхность мастиковых колец. Благодаря конической форме прилитых асфальтовых колец и размягченности их поверхности имеется возможность свободного соединения труб так называемым холодным способом. После испарения растворителя и отвердения размягченной мастики получается прочный и герметичный стык труб.
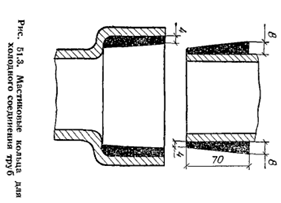
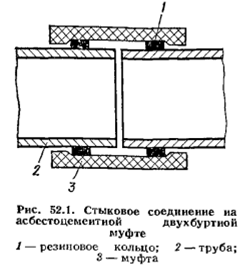
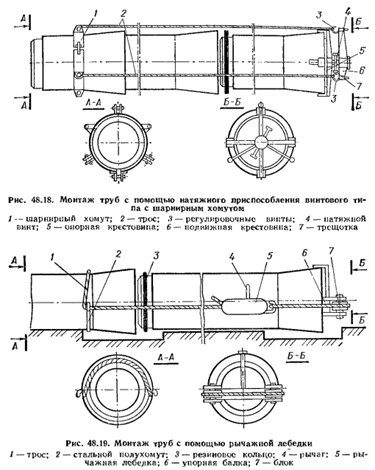
68. Монтаж асбестоцементных трубопроводов.Раскладка труб вдоль траншеи перед монтажом производится на расстоянии не ближе 1 м от ее бровки. Трубы диаметром до 150 мм допускается раскладывать на трассе в штабеля высотой до 1 м, располагаемых друг от друга на расстоянии не более 100 м. Муфты также раскладывают в штабеля. Трубы больших диаметров доставляют непосредственно к месту укладки. Монтаж трубопроводов ведут с применением двухбуртных асбестоцементных муфт и с уплотнением их резиновыми кольцами круглого сечения или чугунных фланцевых муфт с резиновыми кольцами. Монтаж трубопроводов из труб малых диаметров (до 150 мм) ведут в основном вручную с опусканием их, а также соединительных частей на дно траншеи без всяких приспособлений, если глубина ее не превышает 3 м. Трубы диаметром 200... 300 мм переносят со штабелей и опускают на дно неглубокой траншеи на лямках. В целях ускорения монтажа труб малых и средних диаметров их до укладки укрупняют в секции по нескольку штук (до четырех), а затем опускают их в траншею краном с помощью специальных траверс, исключающих возможность нарушения герметичности муфтовых стыковых соединений. Монтаж производят в такой последовательности. Вначале на конец ранее уложенной трубы надевают муфту и резиновое кольцо, а на конец присоединяемой укладываемой трубы - второе резиновое кольцо. Муфту надевают так, чтобы ее более широкий край (с рабочим скошенным буртиком) был обращен к стыку. После того как муфта и резиновое кольцо надеты, укладываемую трубу вплотную придвигают к ранее уложенной и производят их центрирование. Отцентрированные трубы фиксируют присыпкой грунтом в средней части, а затем на концах труб мелом намечают места установки колец до начала и после окончания монтажа стыка. Монтаж муфт производят с помощью специальных приспособлений - рычажного домкрата или, если необходимо большее усилие, винтового домкрата и винтового натяжного устройства Правильность положения резиновых колец после монтажа муфты проверяют шаблоном или линейкой. Кольца должны располагаться за рабочим буртиком. Монтаж напорных трубопроводов на асбестоцемент пых муфтах САМ с резиновыми самоуплотняющимися кольцами фигурного сечения производят двумя способами. При первомна укладываемую трубу надвигают муфту до сделанной на этой трубе отметки на расстоянии (l -с)/2 от торцатрубы, где l - длина муфты, с - размер зазора между трубами, после чего с помощью монтажного приспособления трубу вместе с муфтой продвигают в сторону уложенного трубопровода до тех пор, пока конец последней уложенной трубы не войдет в муфту на глубину (l -с)/2. Для того чтобы в процессе муфта не сдвинулась, у ее торца устанавливают упорный (переносной) хомут. При втором способе на укладываемую трубу муфту надвигают на всю ее длину, а затем трубу центрируют с ранее уложенной и с помощью монтажного приспособления муфту с укладываемой трубы передвигают на уложенную до имеющейся на ней отметки (l-с)/2. При этих двух способах монтажа муфта может быть первоначально надетой и на уложенную трубу.
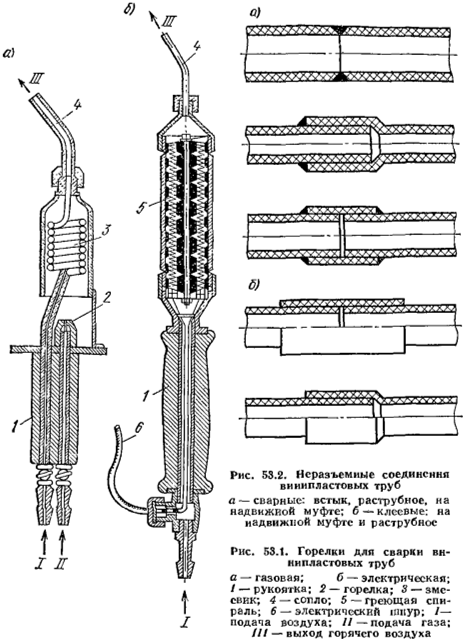
Монтаж трубопроводов на чугунных муфтах. После разметки на уложенную асбестоцементную трубу надевают один фланец, одно резиновое кольцо и втулку муфты. Перед укладкой следующей трубы на нее также надевают фланец и резиновое кольцо, а затем после укладки ее на дно траншеи переходят к сборке стыка. Степень уплотнения резины регулируется натяжением болтов при подтягивании гаек в установленном порядке. 69. Монтаж чугунных трубопроводов.Раскладка труб вдоль траншеи производится на расстоянии не менее 1 ... 1,5 м от бровки траншеи , располагая их в таком направлении, в каком они должны быть уложены в траншее (движение жидкости по будущему трубопроводу должно происходить от раструба к гладкому концу). В начале монтируемого участка трубопровода, особенно при заделке раструбных стыков самоуплотняющимися резиновыми манжетами, устраивают концевой бетонный упор для первых труб. Легкие трубы (диаметром до 200 мм) опускают в траншею вручную с помощью каната, который пропускают внутри трубы или которым обвязывают трубу у концов. Трубы диаметром более 200 мм укладывают обычно с помощью монтажных кранов и кранов-трубоукладчиков. Опущенную в траншею трубу заводят гладким концом в раструб ранее уложенной. При этом следят, чтобы он не доходил до упора раструба на расстояние, равное в зависимости от диаметра труб от 5 до 9 мм при заделке стыка прядью и от 5 до 10 мм при заделке резиновой манжетой. Для проверки наличия такого зазора применяют проволочный крюк-шаблон. После заводки гладкого конца чугунной трубы в раструб ранее уложенной производят ее центрирование, затем приступают к центрированию раструбного конца укладываемой трубы по оси трубопровода в горизонтальном и вертикальном направлениях. В горизонтальном направлении трубы центрируют с помощью отвеса, подвешенного к тонкой проволоке, которую натягивают между обносками по оси трубопровода. Центрирование в вертикальном направлении часто необходимо для укладки труб по заданному уклону и поэтому положение раструбного конца укладываемой трубы проверяют или путем визирования, или с применением лазерного нивелира. Герметичность и водонепроницаемость раструбных стыков чугунных трубопроводов достигается заделкой раструбной щели пеньковой просмоленной и битуминизированной прядью с последующим устройством замка из асбестоцементной смеси. Иногда вместо нее применяют цементный раствор и в исключительных случаях - свинец. В последнее время применяют мастики-герметики. При заделке стыков самоуплотняющимися резиновыми манжетами устройство замков не требуется. Трубы на стыках с самоуплотняющимися резиновыми манжетами монтируют следующим образом. Трубу краном подают в траншею по направлению укладки трубопровода на расстояние 0,4... 0,5 м от раструба уложенной трубы, удерживая ее на весу. Далее с помощью шаблона и мела размечают линии ограничения (Л. О) ввода гладкого конца в раструб с учетом необходимого зазора, после чего в паз раструба закладывают резиновую манжету. Одновременно наружную поверхность гладкого конца трубы до линии ограничения и внутреннюю поверхность манжеты смазывают графитно-глицериновой смазкой, а затем монтируемую трубу центрируют и с помощью монтажного приспособления вводят в раструб ранее уложенной до ограничительной линии Мастиками-герметиками заделывают стыковые соединения раструбных чугунных труб при прокладке напорных канализационных трубопроводов. Для этого применяют полисульфидные герметики из герметизирующих и вулканизирующих паст. Приготовляют их за 30 ...60 мин до использования. Стыки заполняют герметиками с помощью шприцев или пневматических установок. 70. Монтаж пластмассовых трубопроводов.Пластмассовые трубы изготовляются в основном из полиэтилена низкой плотности (ПНП), высокой плотности (ПВП), поливинилхлорида (ПВХ) и полипропилена (ПП). Тип применяемых соединений пластмассовых труб зависит от конкретных условий работы и прокладки трубопроводов, а также от материала труб и соответствующих фасонных частей. Неразъемные соединения полиэтиленовых и полипропиленовых труб из ПВП, ПНП и ПП выполняют на сварке (контактным нагревом), а винипластовых труб из ПВХ - склеиванием или газовой прутковой сваркой. Надежную работу пластмассового трубопровода обеспечивает прочное соединение труб между собой и с металлическими фасонными частями. Обычно применяют два типа соединений пластмассовых труб: разъемный (резьбовые и фланцевые) и неразъемный (сварные и клеевые). В практике водопроводного строительства соединения таких труб чаще всего выполняют на сварке или клею. Более экономичной и производительной является сварка, обеспечивающая необходимую прочность, герметичность и надежность трубопроводов. Клеевые соединения, более трудоемки. Сварка пластмассовых труб при прокладке трубопроводов осуществляется следующими способами: контактной стыковой, контактной раструбной, прутковой (сваркой присадочным прутком с теплоносителем) и сваркой с вмонтированными спиралями. Соединения полиэтиленовых и полипропиленовых труб из ПВП, ПНП и ПП выполняются чаще всего с помощью стыковой или раструбной сварки контактным нагревом. При контактной стыковой сварке торцы труб под действием температуры и давления одновременно оплавляют по всему периметру стыка. После удаления нагревательного элемента оплавленные торцы труб прижимают друг к другу до появления равномерных выплесков расплавленного материала по всему периметру шва, после чего сварной шов охлаждают. Контактную стыковую сварку труб в полевых условиях, как правило, производят с помощью различных сварочных установок , обеспечивающих механизацию основных процессов сварки и контроль технологического режима. Ручную сварку применяют только в труднодоступных местах (траншеи, тоннели, каналы, колодцы и т. п.) с использованием переносных устройств для торцовки и центровки, а также нагревательных элементов, которые как для ручной, так и для механизированной сварки должны быть, как правило, электрическими. Для предотвращения налипания расплавленного материала труб к нагревателю его покрывают чехлом из теплостойкого покрытия. Склеивание труб. Для получения клеевых соединений труб из ПВХ между собой и с фасонными частями применяют специальные клеи, изготовляемые из перхлорвиниловой смолы, метиленхлорида и циклогексанона в определенной пропорции. Склеенные стыки в течение 5 мин не должны подвергаться механическим воздействиям. При строительстве пластмассовых трубопроводов применяют две основные схемы организации сварочно-монтажных работ - базовую и трассовую. При базовой сварку выполняют вблизи объектного склада труб с предварительным соединением их в секции длиной до 18...24 м и более, которые доставляют на трассу и там с помощью сварочных установок сваривают в плети или непрерывную нитку для укладки в траншею. При трассовой схеме трубы раскладывают вдоль траншеи и сваривают с применением передвижных сварочных установок в непрерывную нитку методом наращивания.
71. Монтаж бетонных и железобетонных трубопроводов.Бетонные и железобетонные трубы укладывают на естественное или искусственное основание. Стыки напорных труб устраиваются раструбные и муфтовые с водонепроницаемой заделкой их резиновыми уплотнениями, а безнапорных - раструбные и фальцевые с заделкой их смоляной или битуминизированной прядью, асбесто-цементным или цементным замком, а также асфальтовой мастикой. Последовательность: доставка труб и раскладка их вдоль траншеи; подача их на место укладки; подготовка втулочного конца трубы и установка на него резинового кольца; введение укладываемой трубы втулочным концом в раструб ранее уложенной; придание вновь уложенной трубе проектного положения; окончательная заделка стыка; предварительное испытание готового участка незасыпанных труб (а при трубах больших диаметров только стыковых соединений) на герметичность; засыпка этого участка с утрамбовкой земли в пазухах; окончательное испытание засыпанного трубопровода. Монтаж труб ведут в основном с помощью пневмоколесных или гусеничных кранов. Трубы к месту укладки подают раструбом вперед по ходу монтажа. Перед укладкой первой трубы в начале трассы ставят бетонный упор, обеспечивающий устойчивое положение первым двум-трем при их стыковании.При укладке вначале по шаблону отмечают на гладком конце укладываемой трубы глубину заделки ее в раструб уложенной. После установки монтажного крана посередине укладываемой трубы на нее опускают полуавтоматический клещевой захват и производят ее строповку. При отсутствии такого захвата трубы стропуют двойным стропом или траверсой с полотенцами. Затем трубу краном подают в траншею. На высоте 0,5 м от ее дна опускание трубы приостанавливают и на гладкий конец надевают резиновое кольцо, после чего заводят ее в раструб ранее уложенной трубы и плавно опускают на подготовленное основание. При этом особое внимание уделяют центрированию втулочного конца вводимой трубы с резиновым кольцом относительно заходной фаски раструба ранее уложенной трубы. Для выверки положения укладываемой трубы на ее лоток опирают ходовую визирку и затем следят, чтобы верх этой визирки находился на общей линии визирования с двумя неподвижными визирками обноски. После выверки трубы по вертикали с нее снимают захват, освобождают кран для монтажа следующей трубы и приступают к выверке положения трубы в плане. С этой целью устанавливают по отвесу инвентарные вешки: одну - на конец укладываемой трубы, а другую - на ранее уложенную. По установленной в колодце или на смонтированном участке трубопровода неподвижной вешке проверяют правильность укладки трубы в плане. При необходимости ее смещают в нужную сторону. После этого с помощью натяжного приспособления вводят до упора гладкий конец укладываемой трубы в раструб ранее уложенной, следя при этом за равномерностью закатывания резинового кольца в раструбную щель. Состыковав трубы, снимают натяжное приспособление и подбивают трубу грунтом на высоту 0,25 ее диаметра с послойным уплотнением его ручными трамбовками. При соединении муфтами, на концах соединяемых труб делают разметку рисками, определяющими начальное положение резиновых колец. При монтаже труб муфту устанавливают в исходное положение, так, чтобы ее торец с рабочей стороны совпадал с нанесенной на трубе риской. Резиновое кольцо размещают около рабочего конца муфты и затем с помощью конопатки вводят в коническую щель муфты заподлицо с ее торцом. Одновременно на вторую трубу надевают также резиновое кольцо и размещают его на расстоянии б от ее торца. Далее с помощью монтажных приспособлений муфту продвигают в сторону стыкуемой трубы и одновременно закатывают первое резиновое кольцо. По достижении муфтой на второй трубе риски на расстоянии б от ее торца в щель муфты вводят второе резиновое кольцо. В ходе дальнейшего продвижения муфты закатывают и это кольцо, благодаря чему достигается необходимое конечное положение резиновых колец в стыке. Монтаж трубопроводов из фальцевых безнапорных труб сопряжен с необходимостью заделки фальцевых стыков. При этом стыки труб диаметром более 1000 мм заделывают по всему периметру пеньковой прядью и затирают цементным раствором состава 1:1 с устройством снаружи пояса из этого раствора. Стыки фальцевых труб диаметром 2000 ... 4000 мм, укладываемых на бетонные или железобетонные основания, заделывают торкретом по арматурной сетке.
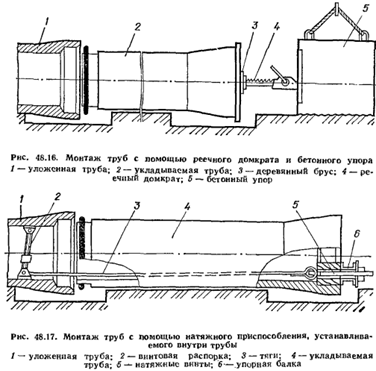
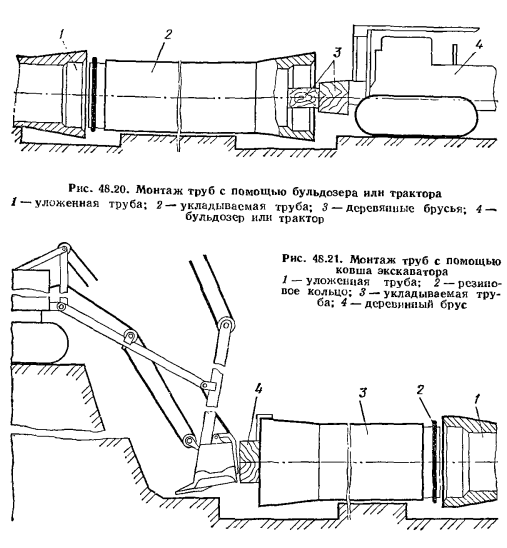
Приспособления для монтажа раструбных труб: · Домкраты (винтовой, рычажной и т.д) · Натяжных приспособлений · Рычажной лебедки · С помощью трактора или бульдозера · С помощью ковша экскаватора

12 Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
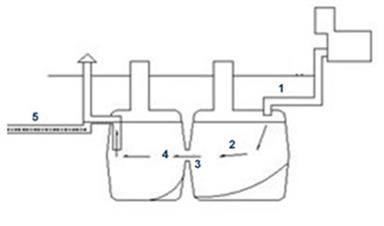 Рис.3. Принцип работы модульного септика: через трубу 1 сточные воды попадают в секцию 2 септика, где происходит первичное разложение сточных примесей на тяжелые и легкие составляющие. Далее через отверстие 3 загрязненная вода попадает во вторую секцию 4, где производится окончательная очистка воды от примесей. Через трубу 5 вода уходит в подушку из щебня и далее в грунт.
Рис.3. Принцип работы модульного септика: через трубу 1 сточные воды попадают в секцию 2 септика, где происходит первичное разложение сточных примесей на тяжелые и легкие составляющие. Далее через отверстие 3 загрязненная вода попадает во вторую секцию 4, где производится окончательная очистка воды от примесей. Через трубу 5 вода уходит в подушку из щебня и далее в грунт.