|
|
Электрическая дуговая сварка.Сущность и классификация процесса сварки Сварка- процесс получения неразъемного соединения двух или более деталей из твердых металлов (материалов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей, за счет сплавления основного и присадочного материала. Сварные соединения – неразъёмные соединения, образованные посредством установления между деталями межатомных связей, при помощи расплавления соединяемых кромок, их пластического деформирования или совместным действием того и другого. Сварное соединение включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла, прилегающую к зоне термического влияния. Сварные соединения нашли самое широкое применение в промышленности. Без применения сварки в настоящее время не выпускается практически ни одна машина. Многие автомобили имеют сварные рамы, корпус заднего моста, диски колёс, кузова. У авиационного комплекса Су – 34 сварная титановая кабина, сварной титановый центроплан, сварные части шпангоутов. Широкому распространению сварных соединений способствовало наличие у них большого числа преимуществ перед клёпаными соединениями. Достоинства сварных соединений: 1. высокая технологичность сварки, обусловливающая низкую стоимость сварного соединения; 2. снижение массы сварных деталей по сравнению с литыми и клёпаными на 25…30%; 3. возможность получения сварного шва, равнопрочного основному металлу (при правильном конструировании и изготовлении); 4. возможность получения деталей сложной формы из простых заготовок; 5. возможность получения герметичных соединений; 6. высокая ремонтопригодность сварных изделий. Недостатки сварных соединений: 1. коробление (самопроизвольная деформация) изделий в процессе сварки и при старении; 2. возможность создания в процессе сварки сильных концентраторов напряжений; 3. сложность контроля качества сварных соединений без их разрушения; 4. сложность обеспечения высокой надежности при действии ударных и циклических, в том числе и вибрационных, нагрузок. Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением. При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла. При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи. Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический. Вид сварки – объединяет сварочные процессы по виду источника энергии непосредст-венно используемого для образования сварного соединения. К термическому классу относятся виды сварки осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая сварка, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая сварка, термитная сварка и литейная. К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная сварка, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др. К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная сварка, взрывом, ультразвуковая сварка, сварка трением и магнитоимпульсная. Классификация видов сварки металлов по техническим признакам: К техническим признакам относятся: способ защиты металла в зоне сварки, непрерыв-ность процесса и степень механизации сварки. По способу защиты металла различают сварку в воздухе, в вакууме, в защитных газах, под флюсом, в пене и с комбинированной защитой. По непрерывности процесса: прерывистые и непрерывные. По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Процесс сварки Процесс образования соединения при сварке происходит в три стадии.
Для качественного соединения деталей обеспечить контакт значительной части стыкуемых поверхностей и их активацию. Активация состоит в том, что поверхностным атомам твердого тела сообщается некоторая кинетическая энергия, необходимая для преодоления связей между ними и повышение энергии поверхностных атомов до уровня энергетического барьера схватывания, то есть для перевода их в активное состояние. Такая энергия может быть сообщена в виде теплоты (термическая активация) и других видов воздействия на соединяемые материалы.
Рис. 1. Схема сварного соединения при сварке плавлением: При сварке плавлением образование сварного соединения стального воротникового фланца и плоского фланца со стенкой трубы (рис. 1) происходит в результате сближения атомов твердых тел (фланец и стальная труба) вследствие смачивания их поверхностей жидким металлом расплавом, а активация поверхности твердого металла – путем сообщения ее частицам тепловой энергии. Металл элементов соединяемых деталей трубопроводов (рис. 1, а) в месте сварки доводится подводимой тепловой энергии Q до жидкого состояния. При этом происходит локальное расплавление и основного свариваемого металла деталей трубопроводов по кромкам соединяемых элементов. Сварка может осуществляться за счет расплавления основного металла или основного и дополнительного присадочного металлов. В практике преимущественное применение находит второй вариант. В процессе сварки основной и дополнительный металлы самопроизвольно и без приложения внешних сил сливаются в общую сварочную ванну (рис. 2, б), которая смачивает оставшуюся твердую поверхность соединяемых элементов трубопроводов. При этом происходит сближение атомов металла сварочные ванны и основного металла до расстояний, при которых возникают атомно-молекулярные связи. По мере удаления источника нагрева расплав остывает и происходит кристаллизация (рис. 1, в), которая начинается на границе раздела между твердым основным металлом и расплавом сварочной ванны. Зародышевыми центрами кристаллизации являются оплав-ленные зерна основного металла, на которых, как на своеобразной подложке, начинают расти первичные столбчатые кристаллы сварочного шва. Кристаллы растут по нормали к поверхности охлаждения вглубь жидкой ванны и имеют вид дендритов разной величины. При сравнительной малой величине сварочной ванны образующиеся столбчатые крис-талллы успевают прорасти до встречи друг с другом в области центральной линии сварно-го шва (рис. 1, г). Когда сварочная ванна большая и ее кристаллизация медленная, в цент-ральной части сварного шва появляется небольшая зона равноосных кристаллов (рис.1, д). После завершения кристаллизации сварочной ванны образуется монолитный, имеющий литую структуру шов, соединяющий в единое целое ранее раздельные детали трубопро-водов.
Электрическая дуговая сварка. Электрическая дуговая сварка – важнейший промышленный вид сварки металлов, зани-мающий первое место по числу оборудования и вовлеченного персонала предприятий.
Рис. 2. Схема электрической сварочной дуги: Электрическая сварочная дуга – мощный временной электрический разряд между проводниками в ионизированной атмосфере газов и паров металла, который сопровожда-ется выделением большого количества теплоты и света. Сварочная дуга на постоянном токе (рис. 2) включает катодное пятно 2, которое образуется на электроде 1, столб 3 дуги и анодное пятно 4на изделии (анод, "+"). При изменении полярности изделие становится катодом, а электрод – анодом. Для дуги переменного тока характерно постоянное периодическое изменение полярности с частотой переменного тока. Для появления и горения дуги необходимо наличие в промежутке между электродом и изделием заряженных ионов, которые в воздухе обычного состояния отсутствуют. Ионная проводимость воздуха появляется при контакте электрода с изделием. Электрическая цепь при этом замыкается и из-за короткого замыкания происходит разогрев электрода. После отведения электрода на некоторое расстояние от поверхности изделия начинается термоэлектрическая эмиссия электронов с поверхности анода. Столкновение разогнанных в электрическом поле электронов с молекулами газов и паров металла приводит к желаемой ионизации промежуточного пространства. При разогреве происходит дополнительная ионизация, в результате возникает стойкий дуговой электрический разряд. Высокая температура и значительная энергия сварочной дуги дают возможность быстро расплавлять небольшие объёмы металла свариваемых деталей. Энергия из сварочной дуги выделяется неравномерно. На аноде ("+") выделяется около 43% теплоты вследствие его бомбардировке электронами, имеющими более высокую кинетическую энергию по сравнению с ионами. На катоде ("–") выделяется около 36% теплоты. Остальная тепловая энергия рассеивается в окружающем пространстве. Распределение температуры в дуге указано на рисунке 2. Обычно с электрода в сварочную ванну в виде капель стекает вплоть до 90% металла электрода, остальной же металл не достигает сварочной ванны в результате окисления, разбрызгивания и испарения. Устойчивое горение дуги, необходимое для высокого качества сварки, достигается при ее длине 3…5 мм. Длину, на которую проплавляется свариваемый металл, называют глубиной сварки. Сварочные материалы. Для обеспечения качественной сварки используются специальные материала, которые обеспечивают следующие функции: · формирование нужных геометрических размеров получаемого при сварке шва; · обеспечение необходимого химического состава расплавленного металла на месте сварного шва; · защита расплавленного металла от взаимодействия с составляющими воздуха; · сохранение стабильного состояния металла в процессе сварки; · освобождение шва от лишних примесей, изменяющих физические свойства получаемой сварки. Сварные материалы, то есть материалы, применяемые при сварке, делятся на следующие виды: сварочные электроды, сварочная и присадочная проволока, флюсы, газы и керамические подкладки. Типы сварных соединений. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений: - Стыковое – «С»;
В СТЫКОВОМ (С) сварном соединении поверхности свариваемых элементов распола-гаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам. Основные виды стыковых сварных соединений представлены на рисунке ниже.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
- ВНАХЛЁСТОЧНОМ (Н)сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлёсточные соединения менее чувствительные к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных. - ТАВРОВОЕ (Т)сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
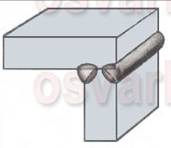
Тавровые Соединения обеспечивают высокую жёсткость конструкции, но чувствительны к изгибающим нагрузкам. - УГЛОВЫМ (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены: - односторонние (SS),когда источник нагрева перемещается с одной стороны соединения; - двухсторонние (BS) ,когда источник нагрева перемещается с двух сторон соединения.
Основные типы, конструктивные элементы и размеры сварных соединений приведены в таблице:
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок , а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки.
Контроль сварного шва Перед отправкой сварного готового изделия обязательно контролируют уровень качества его сварных швов, а это помогает выявлять не только наружные недостатки, но и скрытые, с целью их устранения. Применяется сварная конструкция только после тщательного контроля.
После сварки необходимо тщательно осмотреть шов на наличие трещин и непроваров. На первом этапе изделие подвергают внешнему осмотру и выявляют различные недостатки сварных швов, включая наличие трещин и непроваров. Обнаружение данных дефектов доступно и при невооруженном взгляде, а остальные типы недостатков определяются за счет применения специального оборудования. Различают контроль сварных швов, который относят к разрушающим типам и неразрушающим. К последним видам относится не только один способ внешнего осмотра, но и следующие виды контроля швов: 1. Капиллярный. 2. Ультразвуковой. 3. Радиационный. 4. Магнитный. 5. На проницаемость. Применение неразрушающих способов контроля не связано с изменением внешнего вида самого изделия.Разрушающие методы применяют, когда проверяют выпуск сварных деталей в достаточном количестве с использованием постоянного типа сварки и одинаковых условий.
Вопросы самопроверки: 7.1 Нарисовать схему сварного нахлёсточного соединения. 7.2 Нарисовать схему сварного таврового соединения. 7.3 Какие три образующиеся в результате сварки характерные зоны металла в изделии включает сварное соединение? 7.4 Какие три класса сварочных процессов различают в зависимости от формы энергии, используемой для образования сварного соединения? 7.5 Что такое электрическая сварочная дуга? 7.6 Как классифицируются швы сварных соединений? 7.7 Для чего применяется разделка кромок?

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|




 - ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
- ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.