|
|
Статистические методы контроля качестваВиды контроля Виды контроля различают по следующим признакам: 1. По принадлежности субъекта контроля к предприятию: Внутренний ;внешний; 2. По основанию для проведения контроля: добровольный; по закону;по Уставу. 3. По объекту контроля: контроль за процессами;контроль за решениями;контроль за объектами;контроль за результатами. 4. По регулярности: системный; нерегулярный; специальный.
Контроль качества должен подтверждать выполнение заданных требований к продукции, включая в себя: · входной контроль (материалы не должны использоваться в процессе без контроля; проверка входящего продукта должна соответствовать плану качества, закрепленным процедурам и может иметь различные формы); · промежуточный контроль (организация должна иметь специальные документы, фиксирующие процедуру контроля и испытаний внутри процесса, и осуществлять этот контроль систематически); · окончательный контроль (предназначен для выявления соответствия между фактическим конечным продуктом и тем, который предусмотрен планом по качеству; включает в себя результаты всех предыдущих проверок и отражает соответствие продукта необходимым требованиям); · регистрация результатов контроля и испытаний (документы о результатах контроля и испытаний предоставляются заинтересованным организациям и лицам). Особым видом контроля являются испытания готовой продукции. Испытание – это определение или исследование одной или нескольких характеристик изделия под воздействием совокупности физических, химических, природных или эксплуатационных факторов и условий. Испытания проводятся по соответствующим программам. В зависимости от целей существуют следующие основные виды испытаний:
· предварительные испытания – испытания опытных образцов для определения возможности приемочных испытаний; · приемочные испытания – испытания опытных образцов для определения возможности их постановки на производство; · приемо-сдаточные испытания – испытания каждого изделия для определения возможности его поставки заказчику; · периодические испытания – испытания, которые проводят 1 раз в 3-5 лет для проверки стабильности технологии производства; · типовые испытания – испытания серийных изделий после внесения существенных изменений в конструкцию или технологию. Точность измерительного и испытательного оборудования влияет на достоверность оценки качества, поэтому обеспечение его качества особенно важно. >Из нормативных документов, регламентирующих метрологическую деятельность, выделяют: Закон РФ о единстве измерений и международный стандарт ИСО 10012-1:1992 о подтверждении метрологической пригодности измерительного оборудования.> При управлении контрольным, измерительным и испытательным оборудованием организация должна: · определить, какие измерения должны быть сделаны, какими средствами и с какой точностью; · оформить документально соответствие оборудования необходимым требованиям; · регулярно проводить калибровку (проверку делений прибора); · определить методику и периодичность калибровки; · документально оформлять результаты калибровки; · обеспечить условия применения измерительной техники с учетом параметров окружающей среды; · устранять неисправные или непригодные контрольно-измерительные средства; · производить регулировку оборудования и программного обеспечения с помощью только специально обученного персонала. Прохождение контроля и испытаний продукции должно подтверждаться наглядно (например, с помощью этикеток, бирок, пломб и т.д.). Те продукты, которые не соответствуют критериям проверки, отделяются от остальных.< Также необходимо определить специалистов, ответственных за проведение такого контроля и установить их полномочия.
Для принятия решения о контроле и организации процессов контроля могут иметь значение ряд критериев: его эффективность, эффект влияния на людей, задачи контроля и его границы (рис. 4.5).
Система контроля качества продукции представляет собой совокупность взаимосвязанных объектов и субъектов контроля, используемых видов, методов и средств оценки качества изделий и профилактики брака на различных этапах жизненного цикла продукции и уровнях управления качеством. Эффективная система контроля позволяет в большинстве случаев осуществлять своевременное и целенаправленное воздействие на уровень качества выпускаемой продукции, предупреждать всевозможные недостатки и сбои в работе, обеспечивать их оперативное выявление и ликвидацию с наименьшими затратами ресурсов. Положительные результаты действенного контроля качества можно выделить и в большинстве случаев определить количественно на стадиях разработки, производства, обращения, эксплуатации (потребления) и восстановления (ремонта) продукции. В рыночных условиях хозяйствования существенно возрастает роль служб контроля качества продукции предприятий в обеспечении профилактики брака в производстве, усиливается их ответственность за достоверность и объективность результатов осуществляемых проверок, недопущение поставки потребителям продукции низкого качества. Необходимость первоочередного совершенствования деятельности служб технического контроля предприятий определяется их особым местом в производственном процессе. Так, непосредственная близость к контролируемым объектам, процессам и явлениям (во времени и пространстве) создает работникам контрольных служб наиболее благоприятные условия для следующего: -разработки оптимальных планов контроля, основанных на результатах длительного наблюдения, анализа и обобщения информации о качестве исходных компонентов готовой продукции, точности оборудования, качестве инструмента и оснастки, стабильности технологических процессов, качестве труда исполнителей и других факторах, оказывающих непосредственное влияние на качество продукции;</p> -предупреждения брака и обеспечения активного профилактического воздействия контроля на процессы возникновения отклонений от требований утвержденных стандартов, технических условий, параметров действующих технологических процессов и др.; своевременного проведения в необходимом объеме всех предусмотренных контрольных операций; целенаправленного оперативного изменения условий функционирования объекта контроля для устранения возникающих сбоев в работе и предотвращения производства и поставки потребителям изделий ненадлежащего качества.</p>
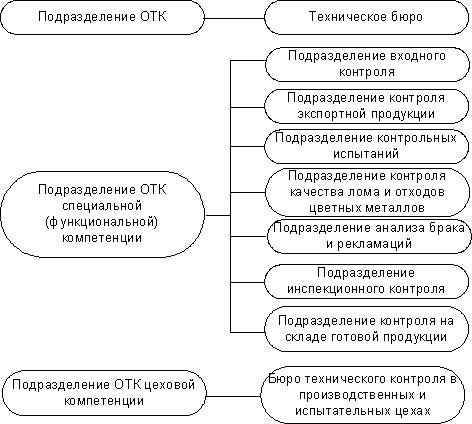
Необходимо подчеркнуть, что контроль качества, осуществляемый соответствующими подразделениями предприятий, является первичным (предшествующим во времени) по отношению к контролю со стороны других субъектов управления качеством. Это обстоятельство свидетельствует о необходимости первоочередного совершенствования деятельности служб технического контроля на предприятиях. На рис.4.6 показан типовой состав структурных подразделений отдела технического контроля (ОТК) крупного предприятия.</p> Операции контроля качества – неотъемлемая составная часть технологического процесса производства изделий, а также их последующей упаковки, транспортировки, хранения и отгрузки потребителям. Без проведения работниками контрольной службы предприятия (цеха, участка) необходимых проверочных операций в процессе производства изделий или по завершении отдельных этапов их обработки последние не могут считаться полностью изготовленными, потому не подлежат отгрузке покупателям. Именно это обстоятельство определяет особую роль служб технического контроля.
.4.2. Методы контроля качества, анализа дефектов и их причин.
Технический контроль – это проверка соответствия объекта установленным техническим требованиям, составная и неотъемлемая часть производственного процесса. Контролю подвергаются: поступающие на предприятие сырье, материалы, топливо, полуфабрикаты, комплектующие изделия;производимые заготовки, детали, сборочные единицы; готовые изделия;оборудование, оснастка, технологические процессы изготовления продукции. Основные задачи технического контроля заключаются в обеспечении выпуска качественной продукции, в соответствии со стандартами и ТУ, выявлении и предупреждении брака, проведении мер по дальнейшему улучшению качества изделий.
К настоящему времени сложились разнообразные методы контроля качества, которые можно разбить на две группы: 1. Самопроверка или самоконтроль – персональная проверка и контроль оператором с применением методов, установленных технологической картой на операцию, а также с использованием предусмотренных измерительных средств с соблюдением заданной периодичности проверки. 2. Ревизия (проверка) – проверка, осуществляемая контролером, которая должна соответствовать содержанию карты контроля технологического процесса. Организация технического контроля заключается в: проектировании и осуществлении процесса контроля качества; определении организационных форм контроля; выборе и технико-экономическом обосновании средств и методов контроля; обеспечении взаимодействия всех элементов системы контроля качества продукции;</p> · разработке методов и систематическом проведении анализа брака и дефектов.
. Виды технического контроля показаны в таблице 4.3.
При контроле качества продукции используются физические, химические и другие методы, которые можно разделить на две группы: разрушающие и неразрушаюшие. К разрушающим методам относятся следующие испытания: испытания на растяжение и сжатие; испытания на удар; испытания при повторно-переменных нагрузках; испытания твердости.
Классификационный признак Виды технического контроля 1 По назначению Входной (продукции от поставщиков);производственный;инспекционный (контроль контроля). 2 По стадиям технологического процесса Операционный (в процессе изготовления); приемочный (готовой продукции). 3. По методам контроля Технический осмотр (визуальный); измерительный; регистрационный;<p>статистический. 4. По полноте охвата контролем производственного процесса: Сплошной; выборочный; летучий; непрерывный; периодический. 5. По механизации контрольных операций: Ручной; механизированный; полуавтоматический; автоматический. 6. По влиянию на ход обработки: Пассивный контроль (с остановкой процесса обработки и после обработки);активный контроль (контроль во время обработки и остановка процесса при достижении необходимого параметра);активный контроль с автоматической подналадкой оборудования. 7. По измерению зависимых и независимых допустимых отклонений: Измерение действительных отклонений;измерение предельных отклонений с помощью проходимых и непроходимых калибров. 8.В зависимости от объекта контроля: Контроль качества продукции; контроль товарной и сопроводительной документации;контроль технологического процесса;контроль средств технологического оснащения;контроль технологической дисциплины;контроль квалификации исполнителей;контроль прохождения рекламаций;контроль соблюдения требований эксплуатации. 9. По влиянию на возможность последующего использования: Разрушающий;неразрушающий.
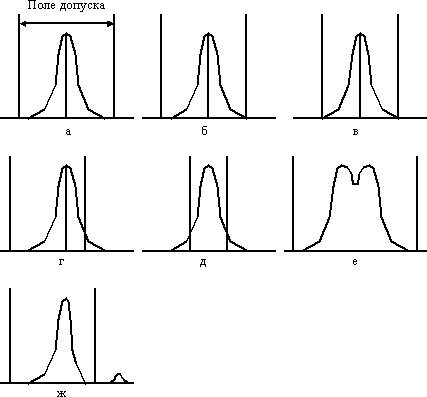
Статистические методы контроля качества со сплошным контролем, с одной стороны, и в исключении случайных изменений качества продукции – с другой. Различаются две области применения статистических методов в производстве (рис. 4.8): при регулировании хода технологического процесса с целью удержания его в заданных рамках (левая часть схемы); при приемке изготовленной продукции (правая часть схемы). > ис. 4.8. Области применения статистических методов управления качеством продукции Для контроля технологических процессов решаются задачи статистического анализа точности и стабильности технологических процессов и их статистического регулирования. При этом за эталон принимаются допуски на контролируемые параметры, заданные в технологической документации, и задача заключается в жёстком удержании этих параметров в установленных пределах. Может быть поставлена также задача поиска новых режимов выполнения операций с целью повышения качества конечного производства. Прежде чем браться за применение статистических методов в производственном процессе, необходимо четко представлять цель применения этих методов и выгоду производства от их применения. Очень редко данные используются для заключения о качестве в том виде, в каком они были получены. Обычно для анализа данных используются семь, так называемых, статистических методов или инструментов контроля качества: расслаивание (стратификация) данных; графики; диаграмма Парето; причинно-следственная диаграмма (диаграмма Исикавы или «рыбий скелет»); контрольный листок и гистограмма; диаграмма разброса; контрольные карты. рафическое представление данных широко применяется в производственной практике для наглядности и облегчения понимания смысла данных. Различают следующие виды графиков:< А). График, представляющий собой ломанную линию (рис. 4.9), применяется, например, для выражения изменения каких-либо данных с течением времени.
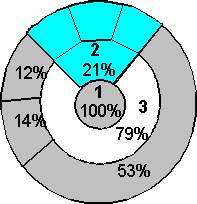
Б) Круговой и ленточный графики (рис. 4.10 и 4.11) применяются для выражения процентного соотношения рассматриваемых данных. </p>
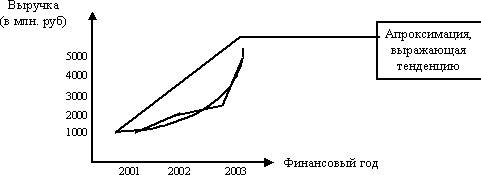
В). Z-образный график (рис. 4.12) применяется для выражения условий достижений данных значений. Например, для оценки общей тенденции при регистрации по месяцам фактических данных (объём сбыта, объём производства и т.д.)</p>
График строится следующим образом: 1) откладываются значения параметра (например, объём сбыта) по месяцам (за период одного года) с января по декабрь и соединяются отрезками прямой (ломаная линия 1 на рис. 4.12); 2) вычисляется кумулятивная сумма за каждый месяц и строится соответствующий график (ломаная линия 2 на рис. 4.12); 3) вычисляются итоговые значения (меняющийся итог) и строится соответствующий график. За меняющийся итог в данном случае принимается итог за год, предшествующий данному месяцу (ломаная линия 3 на рис. 4.12).
Ось ординат – выручка по месяцам, ось абсцисс – месяцы года.</p>
По меняющемуся итогу можно определить тенденцию изменения за длительный период. Вместо меняющегося итога можно наносить на график планируемые значения и проверять условия их достижения.<
Г). Столбчатый график (рис. 4.13) представляет количественную зависимость, выражаемую высотой столбика, таких факторов, как себестоимость изделия от его вида, сумма потерь в результате брака от процесса и т.д. Разновидности столбчатого графика – гистограмма и диаграмма Парето. При построении графика по оси ординат откладывают количество факторов, влияющих на изучаемый процесс (в данном случае изучение стимулов к покупке изделий). По оси абсцисс – факторы, каждому из которых соответствует высота столбика, зависящая от числа (частоты) проявления данного фактора.
Диаграмма Парето.
Схема, построенная на основе группирования по дискретным признакам, ранжированная в порядке убывания (например, по частоте появления) и показывающая кумулятивную (накопленную) частоту, называется диаграммой Парето (рис. 4.10). Парето – итальянский экономист и социолог, использовавший свою диаграмму для анализа богатств Италии.
1 – ошибки в процессе производства; 2 – некачественное сырье; 3 – некачественные орудия труда; 4 – некачественные шаблоны; 5 – некачественные чертежи; 6 – прочее; А – относительная кумулятивная (накопленная) частота, %; n – число бракованных единиц продукции. 4. Причинно-следственная диаграмма (рис. 4.1
5. Контрольный листок (таблица накопленных частот) составляется для построения гистограммы распределения, включает в себя следующие графы: (табл.4.4). Таблица 4.4 № интервала, Измеренные значения Частота Накопленная частота Накопленная относительная частота
Диаграмма разброса (рассеяния) применяется для выявления зависимости (корреляции) одних показателей от других или для определения степени корреляции между n парами данных для переменных x и y: ссмотрим различные варианты диаграмм разброса (или полей корреляции) на рис. 4.18:<
В случае: а) можно говорить о положительной корреляции (с ростом x увеличивается y); б) проявляется отрицательная корреляция (с ростом x уменьшается y); в) при росте x y может как расти, так и уменьшаться, говорят об отсутствии корреляции. Но это не означает, что между ними нет зависимости, между ними нет линейной зависимости. Очевидная нелинейная (экспоненциальная) зависимость представлена и на диаграмме разброса г). Коэффициент корреляции всегда принимает значения в интервале , т.е. при r>0 – положительная корреляция, при r=0 – нет корреляции, при r<0 – отрицательная корреляция. Т.е. уравнением регрессии можно аппроксимировать реальные данные.
Контрольная карта.
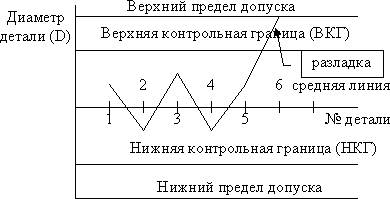
Одним из способов достижения удовлетворительного качества и поддержания его на этом уровне является применение контрольных карт. Для управления качеством технологического процесса необходимо иметь возможность контролировать те моменты, когда выпускаемая продукция отклоняется от заданных техническими условиями допусков. Рассмотрим простой пример. Проследим за работой токарного станка в течение определённого времени и будем измерять диаметр детали, изготавливаемой на нем (за смену, час). По полученным результатам построим график и получим простейшую контрольную карту (рис. 4.2

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|