|
|
Рабочее пространство манипулятора

Р и с. 2.76. Шпаговый манипулятор. Рабочее пространство – параллелепипед
Р и с. 2.77. Шпаговый манипулятор. Рабочее пространство – цилиндр
Из приведенных примеров ясно, что зона обслуживания существенно зависит от вида кинематических пар и их взаимного расположения: 1. Распознавание – обучаемость – регистрация и запоминание порядка работы, которую должен осуществлять робот. 2. Точность позиции – степень совпадения между позицией реальной и ожидаемой. 3. Повторяемость – степень совпадения при повторах. 4. Грузоподъёмность. 5. Маневренность – подвижность звеньев манипулятора при фиксированном положении схвата, т.е. возможность обхода препятствий в рабочем объёме.
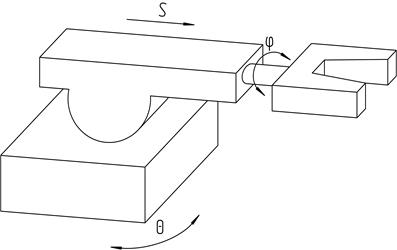
Р и с. 2.78. Шпаговый манипулятор.
По формуле Малышева Wм=6·2-5·1-2·3=1 Такая структура обеспечивает подход схвата при любом положении звеньев 1 и 2 полученном в результате их поворота вокруг прямой через точки А и С. 6. Коэффициент сервиса. Для каждой точки рабочего пространства манипулятора можно определить некоторый телесный угол γ, внутри которого схват можно подвести к этой точке. Телесный угол – часть пространства, ограниченная прямыми, проведёнными из одной точки ко всем точкам какой-либо замкнутой прямой. Мерой телесного угла является площадь, вырезанная телесным углом на сфере единичного радиуса (S=4π·R2) и равна 4π. Этот угол называется углом сервиса. И его отношение к полному телесному углу называется коэффициентом сервиса в данной точке
Контрольные вопросы 1. Для чего на машине устанавливают манипулятор? 2. В чем заключается принцип действия копирующего манипулятора? 3. Каково назначение промышленных роботов? 4. В чем состоит отличие робота от манипулятора? 5. Какие основные узлы необходимы для робота? 6. В чем заключаются различия промышленных роботов по степени совершенства? 7. Где применяются промышленные роботы? 8. Чем отличаются промышленные роботы по виду приводов и методов их управления? 9. Каковы основные технические показатели промышленных роботов? 10. Почему в промышленных роботах применяют кинематические пары лишь 5 класса? 11. Что называется рабочим пространством манипулятора и каким образом оно связано с его структурной формулой? 12. Что является маневренностью манипулятора и как она связана с его степенью подвижности? 13. Что такое зона обслуживания и коэффициент сервиса манипулятора?
Полностью материал по данной теме изложен в учебниках [1, с. 455-477], [2, с. 321-337], [3, с. 193-203]. 2.17. Лекция №17. Кинематика Р-М Некоторые сведения из векторной алгебры
Матрица порядка (mxn) есть система элементов (чисел), расположенных в виде прямоугольной таблицы из m строк и n столбцов:
Если m=n, то матрица квадратная, если n=1 – матрица столбец порядка m. Суммой матриц А и В одинакового порядка (mxn) называется матрица того же порядка, каждый элемент которой равен сумме соответствующих элементов слагаемых матриц. Перемножать можно матрицы, у которых число столбцов первой матрицы совпадает с числом строк второй. Каждый элемент матрицы произведения С=АВ определяется по правилу умножения строки на столбец и в общем виде это правило звучит: Чтобы получить элемент, стоящий в i-той строке и j-том столбце произведения, нужно элементы i-той строки первой матрицы умножить на соответствующие элементы j-того столбца второй и полученные произведения сложить: k=1, 2…n; Сkl= ak1·b1l + ak2·b2l +…+ akm·bml l=1, 2…m. Положение твёрдого тела в пространстве задаётся матрицей
αіј – направляющие конусы, a, b, c – координаты точки Оn. В нашем случае при повороте и перемещении вокруг оси Z.
Пример. Р-М с W=3 и включает W=3·6-5·3=3
Три подвижных звена, образующих между собой и со стойкой три кинематические пары V класса. Положение схвата Д определяется тремя обобщёнными координатами φ(t), a(t), b(t), реализуемыми кинематическими парами АВС.
Для определения координат центра схвата Д в неподвижной системе координат x y z необходимо иметь матрицу перехода от системы координат x2 y2 z2 к x y z. Матрица перехода от системы x2 y2 z2 к x1 y1 z1:
От системы x1 y1 z1 к системе x y z:
Искомая матрица М02=М10·М12:
Таким образом координаты центра схвата Д в системе x y z : х= b(t)·sin φ; y= b(t)·cos φ; z=a(t). 1) при φ=const; b – const, a – var получаем прямую, параллельную оси z проходящую через точку z=0; х=b·sin φ; y=b·cos φ; (2.113) 2) при а=const; φ – const, b – var траектория Д прямая параллельная плоскости z=0 и отстоящая от неё на а и составляющая с осью y угол φ параллельно z=0 на расстоянии а; 3) φ – const; a – var, b – var – линия в плоскости через ось z и угол φ с осью y; 4) b – const, a – var, φ – var – линия в цилиндре радиусом b и т.д. Для определения проекций скорости движения центра схвата Д необходимо продифференцировать по времени выражение (2.113), учитывая a(t), b(t), φ(t). Vx=x'; Vy=y'; Vz=z'. Для определения ускорений дифференцируем ещё раз по времени ax=x"; ay=y"; az=z". Обратная задача о положениях состоит из определения обобщённых координат qі звеньев по заданным обобщённым координатам выходного звена (x1 y1 z1 ψ1 φ1 θ) или по М0n: М0n=М1·М2·М3·…Мn-1 ·Мn. (2.114) Для решения матричного уравнения (2.114) составляем уравнение связи между переменными и постоянными параметрами: - αіј (pk ,qі) – 12 элементов (9 направляющих cos, 3 координаты); - pk – функции параметров механизма (длина звеньев); - αіј – известные элементы матрицы М0n. Уравнения связи получаем при решении 12 уравнений.
Контрольные вопросы 1. Каковы основные правила решения прямой задачи о положении манипулятора? 2. Привести пример решения прямой задачи для «шпагового» манипулятора? 3. Каков алгоритм решения прямой задачи при нахождении скоростей и ускорений схвата? 4. Почему обратная задача об обобщенных координатах звеньев имеет множество решений? 5. Почему на практике прямая задача о положении манипулятора решается фактически в режиме «обучаемость»?
Полностью материал по данной теме изложен в учебниках [1, с. 455-477], [2, с. 338-342]. 2.18. Лекция №18. Основы теории машин-автоматов Основные понятия теории машин-автоматов Машина-автомат (МА) – есть машина, в которой все преобразования энергии, материалов и информации выполняются без непосредственного участия человека. Совокупность машин-автоматов, соединенных между собой автоматическими транспортными устройствами и предназначенных для выполнения определенного технологического процесса, называется автоматической линией (АЛ). Наибольшее распространение имеют технологические машины-автоматы (ТМА), предназначенные для изменения формы, размеров или свойств обрабатываемого предмета. Каждое твердое тело, выполняющее заданные перемещения, называются исполнительным органом. Движение исполнительных органов определяется программой – совокупностью предписаний, обеспечивающих выполнение технологического процесса. Классификация машин-автоматов и автоматических линий: 1. По соотношению технологического и транспортного движений: - транспортирование объекта со скоростью Vтр прерывается на время выполнения технологической операции. Обработка объекта со скоростью Vтехн производится в период выстоя. Vтр и Vтехн (станки, прессы, молоты и т.д.) находятся в противоречии. Производительность зависит от скоростей Vтр и Vтехн; - Vтр и Vтехн совмещены и Vтр зависит от Vтехн (прокатные станы, ротационные машины); - Vтр и Vтехн независимы. Обработка происходит в процессе непрерывного совместного транспортирования заготовки и инструмента (роторные машины-автоматы). Темп выпуска определяется шагом между позициями обработки и Vтр; - Vтр и Vтехн не обязательны. Движение объекта необходимо лишь для сохранения поточности процесса (камеры электрокраски и сушки, гальваническое и химическое оборудование). 2. По типу циклов (совокупности операций и явлений, проходящих полный круг развития): - с жестким циклом, когда величина и последовательность перемещения исполнительных органов постоянны и периодически повторяются и зафиксированы в форме неизменяемой программы (специальные автоматы); - нежесткий цикл – переменный при изменении свойств и характеристик обрабатываемых объектов. При этом система управления вызывает различные по величине и последовательности перемещения исполнительных органов. 3. Автоматические линии бывают: последовательного действия, параллельного действия, комбинированного действия (рис. 2.79). Системы управления автоматическим циклом. В машине-автомате программа может задаваться: - аналоговым способом, когда порядок выполнения технологического процесса определяется физической моделью (ввод информации изменением физических величин, например, профилем кулачка, структурой механизмов и размером звеньев, давлением жидкости). Обычно в этом случае программа реализуется вращением входного звена – распределительного вала или вала командоаппарата; - числовым способом в виде совокупности дискретных сигналов на перфолентах в виде отверстий, магнитных лентах или барабанах и т.д.
в)
Р и с. 2.79. Типы автоматических линий: а) – последовательного действия; б) – параллельного действия; в) – комбинированного действия; Б – бункер
Различают системы управления: - разомкнутая: в жестком цикле управление ИО осуществляется блоком управления (БУ), который получает информацию от блока программы (БП):
- замкнутая: в блок управления сходятся два потока информации от блока программы (БП) и блока активного контроля (БК), управляющие сигналы (УС) вырабатываются в результате сравнения данной программы с фактически выполняемой:
- самонастраивающаяся: автоматически устанавливает оптимальный режим, обеспечивающий заданную точность или качество. Оперирует 3 потоками информации: I поступает в блок самонастройки (БС) из блока программы, определяющей конечную цель работы, II – из блока активного контроля (БК) и III – из блока оперативной памяти (ОП):
Самонастраивающаяся система управления учитывает текущую информацию и прошлый опыт. Система управления имеет: программоноситель, считывающее устройство, механизм ввода программы, преобразующее и усилительное устройство, исполнительный орган, блоки обратной связи и сравнения. Таблица 2.6 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|










 . На границе зоны обслуживания он равен 0, и колеблется в диапазоне 0≤
. На границе зоны обслуживания он равен 0, и колеблется в диапазоне 0≤  ≤1.
≤1.



 .
.



 .
. .
. .
. а)
а)