
|
|
Отраслевая методика конструктивно-технологического кодированияВВЕДЕНИЕ Многие годы бельевые трикотажные изделия являются постоянным предметом гардероба любого современного человека независимо от пола и возраста, социального статуса и места проживания. Они обладают такими положительными свойствами как растяжимость, эластичность, легкость, малая сминаемость, высокие теплоизоляционные свойства и другие [1]. Каждый год предприятия выпускают миллионы трикотажных изделий. Меняется мода, фасоны, цвета и отделка, но предъявляемые требования к качеству трикотажных изделий неизменны. Это не только требования к полотну, из которого изготовляются изделия, но к пошиву. Швейно-трикотажное производство представляет собой совокупность операций по раскрою и пошиву из трикотажного полотна белья, верхних изделий и перчаток [2]. Швейный цех является заключительным звеном трикотажного производства. Именно в цеху создается готовое изделие: изделию придается свой определенный вид и форма. Процессы подготовительно-раскройного производства занимают значительное место в общем комплексе работ по изготовлению трикотажных изделий, именно здесь скрыты резервы повышения производительности производства. Повышение производительности тесно связано с совершенствованием методов подготовки раскройно-швейного производства, с внедрение ЭВМ и увеличением автоматизации производств. Даннная курсовая работа посвящена разработке технологического процесса пошива, конструктивно-технологическому кодированию мужских футболок и пректированию швейных потоков.
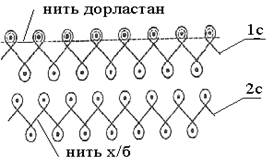
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКОЕ КОДИРОВАНИЕ ТРИКОТАЖНЫХ ИЗДЕЛИЙ ТИПА КОМПЛЕКТ ЖЕНСКИЙ 1.1. Исходные данные Данные по полотну Для проектирования технологического процесса пошива мужских футболок используется полотно артикула М8, графическая запись которого представлена на рисунке 1. Переплетение полотна комбинированное на базе ластика 1+1. Данное полотно относится к второй группе растяжимости, его поверхностная плотность ms = 215±12 г/м2.
Рисунок 1.1. Графическая запись рапорта комбинированного переплетения на базе ластика 1+1
Характеристика пряжи и нити и линейные плотности для данного полотна приведены в таблице 1.1. Таблица 1.1 – Вид и линейная плотность пряжи и нити, используемые для изготовления данного полотна
Виды и конструкция изделий типа футболки мужские
Рисунок !!!Внешний вид футболки здесь еще три футболки засунешь
Футболка мужская прямого силуэта с О-образным вырезом горловины и короткими рукавами. Вырез горловины и рукава окантованы кроеной бейкой. Низ обрабатывается вподгибку.
Рисунок!!!! Конструкция футболки здесь еще три конструкции
Требования к пошиву изделий типа футболки мужские
Пошив бельевых трикотажных изделий должен выполняться в соответствии с ГОСТ 10399-87 «Требования к пошиву бельевых трикотажных изделий». Данный стандарт распространяется на бельевые трикотажные изделия из всех видов полотен, вырабатываемых из натурального, химического сырья и их сочетаний, и устанавливает требования к пошиву. Приведенный ГОСТ определяет параметры процесса пошива, виды и методы обработки бельевых трикотажных изделий, а также виды стежков, строчек и швов, число стежков. Трикотажные изделия должны иметь рациональные пределы растяжимости, а размеры их должны оставаться стабильными. В зависимости от группы растяжимости полотна готовые изделия имеют разные припуски на свободу облегания, при стачивании деталей применяют различные виды швов и строчек (табл.1.1.).
Таблица 1.1. - Стандартные требования, предъявляемые к швам
Чтобы изделия не вытягивались по линиям швов, в процессе пошива необходимо применять эластичные строчки, которые обеспечивали бы достаточно плотное соединение деталей изделий, и обметывать срезы. Детали трикотажных изделий чаще соединяют различными строчками цепного стежка (краеобметочные, плоские, кеттельные), которые имеют большую растяжимость, чем строчки челночного стежка. Для соединения манжет с изделием, обработки краев изделий бейками применяют кеттельные строчки; для выполнения подшивочных швов, обработки краев изделий бейками, распошивания краеобметочных швов применяют плоские строчки цепного переплетения. Швы должны быть с равномерной частотой строчки достаточной растяжимости, без дефектов прорубки полотна и пропусков стежков. Швы должны быть закреплены. Параметры отделочной строчки устанавливают техническим описанием на модель изделия. Ширину швов, накладного, настрочного и в подгибку измеряют от среза или от края детали изделия до строчки включительно шва встык - между крайними строчками игл. Стандартные требования к ширине шва приведены в таблице 1.2.
Таблица 1.2. - Стандартные требования к ширине шва
Соединение плечевых срезов 3-х ниточным краеобметочным швом в изделии с втачными рукавами должно выполняться с прокладыванием тканой, плетенной, трикотажной тесьмы, шнурка, основовязаной бейки с нераспускающимися срезами, кроеной долевой двойной или одинарной бейки из основовязаного полотна. Застрачивание срезов без внутренней подгибки на машине цепного и челночного стежка прямой и зигзагообразной строчкой должна выполняться с предварительным обметыванием срезов, кроме основовязальных полотен. Настрачивание кружев по верхним и нижним срезам изделия должно выполняться на машине плоского и цепного, челночного стежка зигзагообразной строчки. Допускается притачивание кружев с образованием оборок на машине краеобметочного стежка. Прикладные и вспомогательные материалы, применяемые при пошиве изделий должны соответствовать ГОСТ 17511- 83, ГОСТ 9092- 81, ГОСТ 6309- 80 и другой нормативно - технической документации. [4]. Для заправки в иглы швейных машин необходимо применять швейные хлопчатобумажные нитки линейной плотностью 13текс
Отраслевая методика конструктивно-технологического кодирования
Во ВНИИИП разработан конструктивно-технологический классификатор для трикотажной промышленности. Классификатор позволяет сократить сроки разработки типовых технологических процессов. Каждая модель с помощью классификатора может быть описана с точки зрения ее конструкции и технологии, т.е. набором цифр можно полностью охарактеризовать весь процесс создания новой модели. При составлении технологического кода пользуются классификационно-кодировачними таблицами, в которых уже закодированные типовые детали и узлы. Классификатор позволяет отнести сборочную единицу к той или иной группе технологического процесса путем сравнения кода рассматриваемой сборочной единицы с кодами сборочных единиц данной группы. Классификатор позволяет использовать типовую технологию, типовое технологическое и нестандартное оборудование, позволяет унифицировать и стандартизировать ряд деталей, узлов, обработок. Основной классификационного подразделения является класс, который объединяет совокупность деталей определенной конфигурации, размеров и назначения, характеризуемых общностью конструкторских и технологических задач. Каждый класс разделяется на подклассы по ассортиментной подгруппе; подклассы разбиваются на группы по особенностям конструкции, технологической обработки. Группы в свою очередь можно подразделить на типы, в которые объединяются совокупности деталей одного класса, имеющих в производственных условиях общий технологический процесс сборки, т.е. в один тип объединяются детали и узлы, конструктивные формы которых подобны и которые имеют сочетания размеров, позволяющих собрать их в одной последовательности на однотипном оборудовании. Следовательно, конечная цель классификации деталей - установление типов деталей. Целью же разработки типовых технологических потоков является систематизация технологических процессов для сборки однотипных деталей. Это позволяет детали одного типа собирать по принципиально общему технологическому процессу с использованием типового ряда оборудования. Полный конструктивно-технологический код разработанного классификатора состоит из трех частей: конструктивного, технологического и сборочных операций.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|


 3; 10 текс
3; 10 текс