|
Схемы технологических процессов
НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Им. Р.Е. АЛЕКСЕЕВА
Выксунский филиал
Маршрутная технология изготовления детали «Кулачок»
 Выполнила: студентка Выполнила: студентка
группы ПТК-08
Кожевникова А.В.
Проверил: Каддо А.А.
Выкса
 Выбор технологических баз Выбор технологических баз
При разработке технологических операций особое внимание уделяем выбору баз, так как от их правильного выбора зависит точность обработки и выполнение технических требований чертежа.
Одним из наиболее сложных и принципиальных разделов проектирования технологического процесса механической обработки является назначение технологических баз. От правильного решения данного вопроса в значительной степени зависят:
· фактическая точность выполнения размеров, заданных конструктором;
· правильность взаимного расположения обрабатываемых поверхностей;
· степень сложности и конструкция необходимых приспособлений, режущих и измерительных инструментов.
Принцип постоянства баз заключается в том, что при разработке технологического процесса необходимо стремиться к использованию одной и той же технологической базы, не допуская без особой необходимости смены баз.
Принцип совмещения баз предусматривает, чтобы в качестве технологической базы по возможности использовать поверхность, являющуюся измерительной базой или конструкторской.
В нашем случае, основной конструкторской базой являются цилиндрические поверхности. Основной измерительной базой ось центров.
Выбор оборудования
Оборудование выбираем исходя из вида обработки, размеров заготовки и детали, схем базирования, максимально используя технологические характеристики станка. Для выполнения фрезерной обработки применяем оборудование с ЧПУ. На остальных операциях, ввиду простых конфигураций обрабатываемых поверхностей, используем универсальные станки.
1. Определим объем заготовки:

2. Определим массу заготовки:

3. Определим массу отходов (стружки):

Примем припуск 20 мм для того чтобы закрепить заготовку в губках фрезерного пятикоординатного обрабатывающего центра.
| Деталь
| Кулачок
| | Материал
| Сталь 45
| | Химический состав в %материала
| Si
| 0,17-0,37
| | Mn
| 0,5-0,8
| | Cu (не более)
| 0,25
| | As (не более)
| 0, 08
| | Ni (не более)
| 0,25
| | S (не более)
| 0,04
| | C
| 0,42-0,5
| | P (не более)
| 0,035
| | Cr (не более)
| 0,25
| | Заготовка
| Поковка
| | Вес
| Детали
| 5,3 кг
| | Заготовки
| 15,6 кг
| | Отходов (стружки)
| 10,3 кг
|
Маршрутная технология
| №
| Наименование операций, содержание переходов
| Оборудование
| Инструментарий
| | Приспособление
| Мерительный инструмент
| |
| Фрезерование
Делаем отверстие Ø10 мм на всю ширину заготовки, отступая с правого бока 46 мм и сверху 105 мм
| Фрезерный пятикоординатный обрабатывающий центр
HA-5AX7AB
| Набор концевых фрез общего назначения Ø10 мм
| Штангенциркуль ШЦ-II (0.05) ГОСТ 166-88
| |
| Фрезерование
Срезаем верхнюю часть заготовки под Ð35о
| Набор фрез дисковых отрезных-прорезных
Ø40-100 мм
| |
| Фрезерование
Отрезаем под Ð25о боковую часть заготовки на расстоянии 19,7 мм от нижнего края
| Набор фрез дисковых отрезных-прорезных
Ø40-100 мм
| |
| Фрезерование
Подрезаем вглубь на 80,1 мм (на расстоянии от бокового края 41,3 мм) и в длину на 58,8 мм (на расстоянии от низа заготовки 60,3 мм), (по 0,3 мм оставляем на шлифовку)
| Набор фрез дисковых отрезных-прорезных
Ø40-100 мм
| |
| Фрезерование
Подрезаем вглубь на 60,7 мм и в длину на 5,7 мм (по 0,3 мм оставляем на шлифовку)
| Набор фрез дисковых отрезных-прорезных
Ø40-100 мм
|
| №
| Наименование операций, содержание переходов
| Оборудование
| Инструментарий
| | Приспособление
| Мерительный инструмент
| |
| Фрезерование
Подрезаем вглубь на 5,7 мм и в длину на 72,7 мм (отступая от низа заготовки на 20 мм), (по 0,3 мм оставляем на шлифовку)
| Фрезерный пятикоординатный обрабатывающий центр
HA-5AX7AB
| Набор фрез дисковых отрезных-прорезных
Ø40-100 мм
| Штангенциркуль ШЦ-II (0.05) ГОСТ 166-88
| |
| Фрезерование
Снимаем 2 фаски 1х45о
| Набор фрез для снятия фасок Ø10 мм
| |
| Фрезерование
Делаем 2 паза под Ð45о , размерами 2х2 мм
| Набор фрез прорезных для пазов Ø6 мм
| |
| Фрезерование
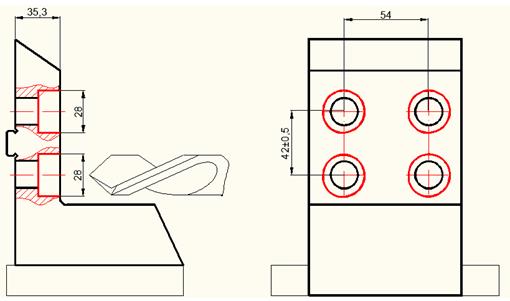
Просверливаем 4 отверстия на всю длину заготовки Ø18
| Набор концевых фрез общего назначения Ø18 мм
| |
| Фрезерование
Рассверливаем 4 отверстия до Ø28 на глубину 18 мм
| Набор концевых фрез общего назначения Ø28 мм
| |
| Шлифовка
Добиваемся заданных размеров и заданной шероховатости
| Шлифовальный круг
| |
| Фрезерование
Отрезаем заготовку длиной 150 мм
| Набор фрез дисковых отрезных
Ø40-100 мм
| |
| Местный закалка, и затем быстрое
охлаждение в воде
| Печь N14/H
|
|
| 
| | | | |
| №
| Наименование операций, содержание переходов
| Оборудование
| Инструментарий
| | Приспособление
| Мерительный инструмент
| |
| Контроль размеров
|
|
| Внешний контур - шаблон;
Отверстия – калибр-пробка ГОСТ 17736-72
Штангенциркуль ШЦ-II (0.05) ГОСТ 166-88
|
Схемы технологических процессов
| 1.
| 2.
| 
| 
|
| 6.
| 7.
| 
| 
| |
Готовая деталь
Вывод:Технологический процесс, описанный в данной работе, гарантирует качество, высокую производительность и минимальные затраты. Узким местом в технологии изготовлении кулачка является операция №13.
Не нашли, что искали? Воспользуйтесь поиском по сайту:
©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|