|
|
Основные слесарные операцииТокарный участок Токарный станок - станок для обработки тел вращения путем снятия с заготовки стружки при точении. Все станки токарной группы имеют типовое устройство. Устройство этих станков рассмотрим на примере токарно-винторезного станка модели 16К20 .
Рис(1).Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины. Главный привод, механизм подач, коробка подач токарно-винторезного станка 16К20. Главный привод станка 16К20. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке 3 показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
· Станина – массивное чугунное основание, на котором смонтированы все основные части станка. Она имеет направляющие, по которым могут перемещаться подвижные узлы станка. Передняя бабка – чугунная коробка, внутри которой расположен главный рабочий орган станка – шпиндель. · Шпиндель – это полый вал, на правом конце которого крепится патрон. Он получает вращение от электродвигателя через клиноременную передачу и систему зубчатых колёс и муфт, размещенных внутри передней бабки. Коробка скоростей – это система зубчатых колёс и муфт, которая позволяет изменять числа оборотов шпинделя. . · Суппорт – устройство для закрепления и перемещения резца в различных направлениях. Движения подачи могут осуществляться вручную и механически (от ходового винта и ходового вала). . · Фартук – система механизмов, преобразующих вращательное движение ходового винта и ходового вала в прямолинейное движение суппорта. · Коробка подач – механизм, передающий вращение ходовому винту и ходовому валу и изменяющий величину подачи. Вращательное движение в коробку подач передается от шпинделя с помощью реверсивного механизма и гитары со сменными зубчатыми колесами. · Гитара предназначается для настройки станка на требуемую подачу подбором соответствующих сменных зубчатых колес. Задняя бабка предназначена для поддерживания правого конца длинных заготовок в процессе обработки, а также закрепления свёрл, зенкеров, зенковок, разверток, метчиков и др. . Основные виды токарных работ: обтачивание цилиндрических поверхностей, подрезание торцов, вытачивание наружных канавок, отрезание металла, сверление, рассверливание, зенкерование, растачивание отверстий, вытачивание внутренних канавок, центрование, обработка поверхностей фасонными резцами, нарезка резьбы плашками, метчиками, резцами, резьбонакатными головками, обработка конических поверхностей. Основными инструментами при токарной обработке являются резцы. Резец состоит из рабочей части, называемой головкой, и тела — державки. Основными элементами рабочей части являются главная режущая кромка, вспомогательная режущая кромка и вершина — точка пересечения двух кромок. Срезание слоя металла осуществляется главной кромкой, имеющей прямую или фасонную форму. Образующаяся в процессе работы стружка сходит по передней поверхности резца. По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху .В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца. Такие резцы в движении подачи перемещаются слева направо. По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные. Проходные прямые и отогнутые резцы применяют для обработки наружных поверхностей Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы . Резец работает с продольным движением подачи. Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи инструмента по направлению к центру или от центра заготовки. Расточные резцы используют для растачивания отверстий предварительно просверленных или полученных штамповкой или питьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания , упорные - для глухого растачивания . Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи. Резьбовые резцы служат для нарезания наружной и внутренней резьбы любого профиля: прямоугольного, треугольного, трапецеидального. Форма режущих лезвий резьбовых резцов соответствует профилю и размерам поперечного сечения нарезаемых резьб.
Рис.2.Токарные резцы: а)проходной прямой; б)проходной отогнутый; в)проходной упорный; г)подрезной ; д)отрезной; е)фасонный; ж)резьбовой; з)проходной расточный. По конструкции различают резцы цельные, изготовленные с одной заготовки; составные, с неразъемным соединением. Державки резцов обычно изготавливают из конструкционных сталей 40, 45, 50 и 40Х с различным сечением: квадратным, прямоугольным, круглым, специальным. Резцы с механическим креплением твердосплавных пластин имеют значительные преимущества перед напайными резцами.
Установка резца. Резьбовой резец устанавливают точно по центру заготовки: установка ниже центра приводит к искажению профиля, а установка выше центра – к «затиранию» резца. Для получения правильного профиля резьбы резец устанавливают по шаблону. При токарной обработке измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки. В единичном и мелкосерийном производстве используются универсальные измерительные инструменты — штангенциркули, микрометры, нутромеры и др., а в крупносерийном и массовом — предельные калибры. Задача: сделать винт( все размеры указаны ниже) Ход работы: 1)Закрепляем заготовку в патроне с вылетом 40мм.» 2) Устанавливаем резцы из быстрорежущей стали (Р18) в резцедержатель станка, ориентируя режущую кромку резца по центру вращения заготовки, путем подкладывания нужной толщины пластинки под резец и подрезаем торец. 3)При помощи проходного резца, снимая по 3 мм, протачиваем 14ммна L30мм. поворачиваем резцедержатель, и устанавливаетÆзаготовку до 5,8-1*45°. 4)УстанавливаемÆупорно-проходной резец, протачиваем до 5.8 -1*45°.Æпроходной резец и его помощью снимаем фаску на 5) Устанавливаем скорость вращения 40 об/мин. 6) Нарезаем плашкой резьбу М6. 7) Устанавливаем прежнюю скорость 400 об/мин. 14, на расстоянии 4 ммÆ 8)При помощи отрезного резца прорезаем канавку на 10мм, с помощью проходного резца снимем диски 0,5 *45° и 2*45°. 9)Устанавливаем отрезной резец и отрезаем винт.
Слесарный участок Основным оборудованием слесаря на рабочем месте является верстак с закрепленными на нем параллельными тисками. Верстак снабжен предохранительной сеткой. Дополнительное оборудование устанавливается в зависимости от характера выполняемых работ. Слесарные операции подразделяют на подготовительные, основные и сборочные. Подготовительные слесарные работы включают разметку, резку, правку, гибку. Операции, при которых заготовке придают форму и размеры, заданные чертежом - основные. К ним относятся рубка, опиливание, притирка, доводка, шабрение. При сборочных работах применяют сверление, зенкерование, развертывание, нарежу резьбы, клепку и лайку. Разметка — операция нанесения на заготовку рисок, определяющих границы обработки. Различают плоскую и пространственную разметки. К разметочному инструменту относят чертилки, кернеры, разметочные циркули, рейсмусы , штангенциркули, масштабные линейки ,штангенрейсмасы , угольники, угломеры ,угольники-центроискатели. · Чертилки служат для нанесения линий (рисок) на размечаемую поверхность заготовки. Изготавливают чертилки обычно из инструментальной стали У10илиУ12. · Кернеры применяются для нанесения углублений. Изготавливают кернеры из инструментальной углеродистой стали. Рабочую и ударную части подвергают термообработке, на предварительно размеченных линиях. Это делается для того, чтобы разметка были отчетливо видна и не стирались в процессе обработки деталей. · Разметочные (слесарные) циркули используют для разметки окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовки. · штангенрейсмас используют подобно рейсмасу, но для более точного отсчета размеров: · чертилку используют для нанесения рисок по линейке, угольнику, шаблону; · угольник предназначен для проверки вертикальных положений плоскостей заготовки и нанесения чертилкой перпендикулярных рисок; · · угломер используется для нанесения наклонных рисок и проверки установки заготовки на разметочной плите; · угольник-центроискатель нужен для нанесения по торцу валов диаметральных рисок и отыскания центра; Пространственную разметки заготовок производят па разметочных плитах. Разметочная плита — это чугунная отливка, горизонтальная рабочая поверхность и боковые грани которой очень точно обработаны. На рабочей поверхности больших плит делают продольные и поперечные канавки глубиной 2 3 мм и шириной 1—2 мм, которые образуют квадраты со стороной 200 или 250 мм. Это облегчает установку на плите различных приспособлений.
Основные слесарные операции Рубка металла. Рубкой называется операция, при которой с помощью зубила и слесарного молотка с заготовки удаляют слои металла или разрубают заготовку. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали. Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок – полукруглых, двугранных и других – применяют специальные крейцмейсели, называемые канавочниками. Слесарные молотки, используемые при рубке металлов и бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса. Для рубки металлов применяют молотки массой 400…600г. При ручной рубки металлов следует выполнять следующие правила безопасности: рукоятка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин; при рубке зубилом и крейцмейселем необходимо пользоваться защитными очками; при рубке твёрдого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток Резка металла. В зависимости от формы и размеров материала заготовок или деталей разрезание при ручной обработке металла осуществляют с помощью ручного или механизированного инструмента. Ручная ножовка применяется для разрезания сравнительно толстых листов металла и круглого или профильного проката. Ножовкой можно производить также прорезание шлицев, пазов, обрезку и вырезку заготовок по контуру и другие работы. Она состоит из рамки, натяжного винта с барашковой тайкой, рукоятки ножовочного полотна, которое вставляется в прорези головок и крепится штифтами. Ножовочные рамки изготовляют двух типов: цельные (для ножовочного полотна одной определенной длины) и раздвижные (можно закреплять ножовочные полотна разной длины). Ножовочное полотно (режущая часть ножовки) представляет собой тонкую и узкую стальную пластину с зубьями на одном из ребер. Его изготовляют из инструментальной или быстрорежущей стали. Длина наиболее распространенных ножовочных полотен составляет 250—300 мм.
Правка. Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении .вогнутого. Наиболее сложной является правка листового металла. Лист кладут на плиту выпусклостыо вверх. Удары наносят молотком от края листа по направлению к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая выправляться. Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400x400 мм до 1500x3000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения. Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой. Металл круглого сечения можно править на плите или на наковальне. 1-х-ли-пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине. Опиливание. Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т. п. Припуски на опиливании оставляются небольшими – от 0,5 до 0,25мм. Точность обработки опиливанием составляет 0,2…0,05мм (в отдельных случаях – до 0,001мм). Напильники. Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготавливают из стали У10А, У13А, ШХ15, 13Х, после насекания подвергают термической обработке. По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные. Напильники общего назначения предназначены для общеслесарных работ. Напильники делятся следующие типы: А – плоские, Б – плоские остроносые напильники применяются для опиливания наружних или внутренних плоских поверхностей;В – квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий;Г – трёхгранные напильники служат для опиливания острых углов, равных 60 градусов и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках;Д – круглые напильники используются для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;Е – полукруглые напильники с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной);Ж – ромбические напильники применяют для опиливания зубчатых колёс, дисков и звёздочек;З – ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трёхгранных, квадратных и прямоугольных отверстиях. Напильники специального назначения для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Надфили – это небольшие напильники, применяются для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.). Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны. Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов. Сверление. Сверление осуществляется на сверлильных станках или с помощью ручных устройств. Главной режущей частью является сверло, которое имеет две режущие кромки. При сверлении отверстий диаметром более 20 мм применяют предварительное сверление отверстий сверлом меньшего диаметра, затем рассверливают его под размер сверлом большего диаметра. Резьба бывает наружной и внутренней. Деталь (стержень) с наружной резьбой называется винтом, а с внутренней – гайкой. Эти резьбы изготавливаются на станках или вручную. Резьбы на деталях получают на сверлильных, резьбонарезных и токарных станках, а также накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную. Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками и другими инструментами. Инструмент для нарезания внутренней резьбы. Метчики. Метчики делят: по назначению – на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы – для метрической, дюймовой и трубной резьб; по конструкции – на цельные, сборные (регулируемые и самовыключающиеся) и специальные. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики Метчик состоит из следующих частей: рабочая часть - винт с продольными канавками служит для нарезания резьб. Рабочая часть состоит из заборной (или режущей) части – она производит основную работу при нарезании и калибрующей (направляющей) части – резьбовая часть метчика, смежная с заборной частью - она направляет метчик в отверстие и калибрует нарезаемое отверстие; хвостовик-стержень служит для закрепления метчика в патроне или воротке. Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина. Режущими кромками называются кромки на режущих перьях метчика, образованные пересечением передних поверхностей канавки стыкованными поверхности рабочей части. Сердцевина – это внутренняя часть тела метчика. Метчики для нарезания резьб в нержавеющих сталях имеют более массивную (толстую) сердцевину. Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла. Эти канавки служат для образования режущих кромок и размещения стружки при нарезании резьбы. Метчики имеют разную конструкцию в зависимости от которой бывают цилиндрической конструкции и конической. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики, которые имеют разные диаметры и снимают разное количество металла (стружки). Черновой – до 60% металла; средний метчик до 30% металла; чистовой метчик ещё до 10%, после него резьба имеет полный профиль. По точности нарезаемой резьбы метчики делятся на четыре группы – С, D, Е и Н. Метчики группы С – самые точные, группы Е и Н – менее точные с не шлифованным профилем зубьев. Группа С и D – со шлифованным профилем зубьев; ими нарезают высококлассные резьбы. Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров. Машинные метчики применяют для нарезания на станках резьб в сквозных и глухих отверстиях. Они бывают цилиндрическими и коническими. Гаечные метчики служат для нарезания метрической резьбы в гайках за один рабочий ход вручную или станке. Они выполняются однокомплектными, имеют длинные режущую часть и хвостовик. Также бывают метчики плашечные, маточные, специальные, бесканавочные, комбинированные, метчики с винтовыми канавками все они отличаются друг от друга формой и местом применения. Воротки. При нарезании резьб вручную, режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков. Нерегулируемые воротки имеют одно или три отверстия; в регулируемых воротках есть регулируемое отверстие для вращения метчика при нарезании резьб в труднодоступных местах. Тарированный вороток состоит из корпуса, пружины и втулки и применяется для нарезания резьб в глубоких и глухих местах. Универсальный вороток предназначен для закрепления плашек с наружним диаметром 20мм, всех видов метчиков и развёрток, имеющих хвостовики квадратного сечения со сторонами до 8мм. Для закрепления плашек в корпусе универсального воротка имеется гнездо. Плашка закрепляется винтами.
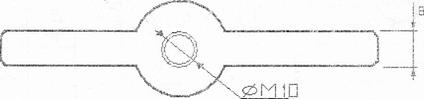
Задание. Изготовление детали «Гайка-барашек». Ход работы: Эскиз детали:
1)Нанесем на заготовку разметку при помощи штангенциркуля и 2) Проделаем кернение по контуру разметки под сверление. 3) На месте полученных меток проделаем отверстия с помощью сверления. 4)Отобьем зубилом лишний материал . 5)С помощью напильника обработаем деталь до нужного размера 7)С помощью воротка нарежем резьбу.
Сварочный участок
Сварка - процесс создания прочного соединения при помощи межатомных связей, установленных между свариваемыми деталями при их общем или местном нагреве, или пластичном деформировании, или использовании того и другого действии. В наше время создали много различных способов сварки. Все методы сварки классифицируют по техническим, технологическим и физическим признакам. Классификация по физическим признакам зависит от формы используемой энергии. Предусматриваются такие виды сварки, как механическая сварка, термическая сварка и термомеханическая сварка. Термическая сварка включает методы, использующие тепловую энергию (газовая сварка, дуговая сварка, плазменная сварка и т. д.). Термомеханический метод объединяет все виды сварки, использующие тепловую энергию и давление (диффузионная сварка, контактная сварка) Механический вид сварки объединяет способ сварки, при котором используется механическая энергия (сварка трением, холодная сварка, сварка взрывом, ультразвуковая сварка).
Классификация методов сварки по техническим признакам осуществляется: • по принципу защиты металла в месте сварки (на воздухе, в среде защитного газа, под слоем флюса, в вакууме, с комбинированной защитой); • по составу защитных газов (в инертных газах, в активных газах); • по характеру защиты металла (в контролируемой атмосфере, со струйной защитой); • по степени механизации процесса (ручная, автоматическая, автоматизированная, механизированная). При электросварке производится нагрев электрической дугой, образующейся между сварочным электродом и деталью из металла. Электрическая дуга представляет собой электрический разряд в газах, характеризуемый большой плотностью тока и малым катодным падением напряжения (между электродом и свариваемыми деталями), высокой температурой и давлением газа. Дуга горит между стержнем электрода и металлом. При плавлении электрода и металла образуется металлическая сварочная ванна 4. Жидкий металл с электрода переносится в сварочную ванну через дуговой промежуток. Вместе со стержнем электрода плавится его покрытие 2, образуя газовую защиту 3 вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги и затвердевания металла образуется сварочный шов 6, а жидкий шлак образует на поверхности шва твердую шлаковую корку 5, которая удаляется после остывания. Сварочные выпрямители являются устройствами для преобразования напряжения переменного тока в напряжение постоянного тока для получения сварочной дуги. Сварка на постоянном токе имеет преимущества по сравнению со сваркой на переменном токе: повышается стабильность горения дуги из-за отсутствия нулевых значений сварочного тока, увеличивается глубина проплавления свариваемого металла, снижается разбрызгивание металла, повышается прочность металла шва и снижается количество дефектов шва. Поэтому сварку ответственных соединений лучше выполнять на постоянном токе. Элементами сварочного выпрямителя являются силовой трансформатор, выпрямительный блок на полупроводниковых приборах, устройства пуска, регулирования, защиты, измерения, охлаждения. Важными элементами сварочного выпрямителя являются радиаторы охлаждения вентилей, вентилятор, включающийся перед пуском выпрямителя, элементы защиты от токовых перегрузок и перегрева. Регулирование сварочного тока в выпрямителях осуществляется электромеханическим методам. При электромеханическом регулировании изменение тока происходит до выпрямительного блока, и на выпрямляющие вентили поступает переменный ток, имеющий заданные параметры. При этом применяются трансформаторы с увеличенным магнитным рассеянием или с управляемым магнитным шунтом. Электрод — стержень из специального металла с нанесенным на него покрытием определенного состава (длина электрода зависит от его диаметра). Один его конец свободен от покрытия на длине около 3 см для захвата электро-додержателем и контакта с цепью сварочного тока, другой конец слегка освобождается от покрытия для контакта с изделием при зажигании дуги. Виды сварных соединений:
В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения: • Стыковые сварные соединения (Рис. 6, а) - свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются О, С2, СЗ, С4 и т.д. • Нахлесточные сварные соединения (Рис. 6, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2. • Тавровые сварные соединения (Рис. 6, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название - тавровое). Обозначаются ТЗ, 16 и т.д. • Угловые сварные соединения (Рис. 6, г) сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока. Силу сварочного тока определяют по формуле Iсв=πdэ2*j/4, где dэ - диаметр электрода (электродного стержня), мм; Электродуговая сварка Электродуговая сварка - это процесс плавления, происходящий за счет нагрева теплом электрической дуги свариваемых кромок. В настоящее время применяют четыре способа электродуговой сварки. Ручная дуговая сварка Производиться двумя способами: плавящимся и неплавящимся электродом. Специфика сварочных работ при ручной дуговой сварке неплавящимся электродом. Свариваемые кромки приводим в соприкосновение. При подносе неплавящегося (угольного, вольфрамового или графитового) электрода и изделия возбуждается электрическая дуга. Вводимый присадочный материал и кромки изделия нагреваются до состояния плавления. В зоне дуги образуется ванна расплавленного металла. При затвердевания металла в ванне образуется сварочный шов. Этот способ используют при сварке нержавеющей стали, алюминия, меди и их сплавов, а также для наплавки твердых сплавов. Специфика сварочных работ при ручной дуговой сварке плавящимся электродом. Используются так называемые штучные электроды с покрытием-обмазкой. Это основной способ при ручной сварке. Способ возбуждения электрической дуги аналогичен первому способу, но расплавляется, как электрод, так и кромка изделия. Получаем общую ванну жидкого металла, которая при охлаждении, образует шов.
Полуавтоматическая и автоматическая сварка металлов под флюсом Полуавтоматическая и автоматическая сварка металлов под флюсом производится путем механизации основного движения, выполняемого сварщиком при ручной сварке металлов - подача электрода в район дуги и его перемещения вдоль свариваемой кромки изделия. Подача в зону дуги электрода при полуавтоматической сварке механизирована, а перемещение электрода вдоль свариваемых кромок осуществляется сварщиком вручную. Автоматическая сварка металла – полностью механизированный процесс. Ванночку жидкого металла от воздействия кислорода и азота воздуха защищает расплавленный шлак, образованный в результате плавления флюса, подаваемого автоматически в зону дуги. Эта сварка металлов обеспечивает отличное качество сварного шва и высокую производительность.
Рисунок 8.Сварка под флюсом: 1 — сварочная проволока, 2 — образующаяся капля, 3 — газовый пузырь, 4 — дуга, 5 — сварочная ванна, 6 — расплавленный флюс, 7 — нерасплавленный флюс, В — изделие Дуговая сварка в защитных газах
Рисунок9.Дуговая сварка в защитных газах:1-электрод, 2-присадочная проволока,3-изделее, 4-шов,5-дуга,6-поток защитного газа,7-горелка. Дуговая сварка в защитных газах производится неплавящимися (вольфрамовыми) или плавящимися электродами. В первом случае сварочный шов формируется из расплавленного металла кромок изделия и присадочного материала, подаваемого в зону дуги при необходимости. Во втором варианте в зону дуги подается электродная проволока, которая расплавляясь, образует сварной шов. В этом случае ванночку расплавленного металла от азотирования и окисления защищает струя защитного газа, вытесняющая из зоны дуги атмосферный воздух. Электрошлаковая сварка Электрошлаковую сварку металла производят путем плавления электрода и свариваемых кромок, расположенных под углом 45 град. или вертикально, за счет теплоты, выделенной током при проходе сквозь расплавленный шлак. В этом случае, шлак является защитой расплавленного металла от воздействия воздуха. С нижней части к свариваемому изделию приваривают поддон. С обеих сторон зазора между кромками прижимаются медные ползуны, формирующие шов, с водяным охлаждением. В поддон засыпают специальный флюс, над ним располагают одну или две электродные проволоки. Под флюсом между поддоном и электродами возбуждается дуга. Электродная проволока в зону горения дуги подаётся специальным механизмом. Флюс и электродная проволока расплавляются за счёт тепла дуги, образуется ванночка расплавленного металла, а над ней ванна из шлака. В дальнейшем тепло, необходимое для плавления, производится за счёт тока, проходящего через расплавленный шлак и обладающего высоким сопротивлением (закон Ленца -Джоуля). По мере накопления шлака и жидкого металла в ванне медные ползуны с механизмом подачи флюса и электродной проволоки перемещаются снизу вверх автоматически со скоростью подъёма жидкого металла. Классификация сварных швов: По виду сварного соединения - стыковые и угловые. По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полуверти-кальпые, вертикальные, полупотолочные и потолочные. По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные. По протяженности сварного соединения - сплошные и прерывистые. По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений. По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках. По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные. По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена. По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости. По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые. По объему наплавленного металла нормальные, ослабленные и усиленные швы. По форме свариваемой конструкции на изделии продольные и поперечные.
Задание. Сварка стыкового соединения Ход работы: 1) Использовался электрод марки МР3 с диаметром дуги – 4 мм. 2) Установила силу сварочного тока как 160А,исходя из расчётов. 3) Очистила свариваемые поверхности от ржавчины, загрязнений с помощью стальной счетки 4) Зажала электрод между токоподводящей губкой и рычагом электродержателя. 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|