
|
|
Диффузионная сварка в вакууме, высокочастотная сварка.Сварка трением. Сущность, разновидности, схемы процессов. Сварка трением–способ сварки давлением при воздействии теплоты, возникающей при трении свариваемых поверхностей. Свариваемые заготовки устанавливают соосно в зажимах машины, один из которых неподвижен, а другой может совершать вращательное и поступательное движения. Заготовки сжимаются осевым усилием, и включается механизм вращения. При достижении температуры 980…1300 0С вращение заготовок прекращают при продолжении сжатия. Иногда сварку трением производят через промежуточный вращаемый элемент или заменяют вращательное движение вибрацией. Сваркой трением можно сваривать заготовки диаметром 0,75…140 мм. Преимущества способа: простота, высокая производительность, малая энергоемкость, стабильность качества соединения, возможность сварки заготовок из разнородных материалов. Осуществляется сварка на специальных машинах.
Наиболее эффективно применение сварки трением в сфере изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых или сварно-штампованных деталей. Она оказывается незаменимой при соединении трудносвариваемых или вовсе не сваривавшихся другими способами разнородных материалов, например, стали с алюминием, аустенитных сталей с перлитными и т.п. Эффективно применение сварки трением и для соединения пластмассовых заготовок. Наиболее эффективно применение сварки трением для изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых или сварно-штампо-ванных деталей. Она оказывается незаменимой при соединении трудносвариваемых или вовсе не сваривающихся другими способами разнородных материалов, например стали с алюминием, аусте-нитных сталей с перлитными. Эффективно применение сварки трением и для соединения пластмассовых заготовок. Разновидностью сварки трением является инерционная сварка. В этом способе вращаемую деталь располагают в маховике, который раскручивают до заданной скорости, детали соединяют и сварка завершается остановкой вращения маховика. Достоинства инерционной сварки трением: Не требуется большой мощности; Быстрота сварки, меньшая зона разогрева, вследствие точного дозирования энергии. Диффузионная сварка в вакууме, высокочастотная сварка. Способ основан на использовании процесса диффузии металлов. Соединяемые детали помещают в сварочную камеру, заполняемую инертным или восстановительным газом (в нашей промышленности применяется редко) или вакуумируемую, с поддержанием постоянного вакуума порядка (102 - 105) мм рт. ст. Детали в камере нагревают и сдавливают удельным давлением порядка 0,5-2 кГ/мм2. Вакуум поддерживается непрерывной ;работой вакуумных насосов, откачивающих газы, поступающие в сварочную камеру через неплотности системы, а также адсорбированные поверхностями аппаратуры и непрерывно выделяемые нагреваемым металлом с поверхности и из объема. Очень важна температура нагрева металла; сталь обычно нагревается до 800° С. Происходит очищение поверхности металла, удаляются поверхности загрязнения и адсорбированные газы, восстанавливаются и растворяются в металле окислы. Поверхности сварки должны быть хорошо обработаны механически для обеспечения соприкосновения по всей поверхности сварки. Непрерывно действующее давление сминает все выступы и неровности горячего металла и обеспечивает необходимое прилегание по всей поверхности. Процессы очистки, пригонки поверхностей и диффузии идут довольно медленно, и требуется 5-20 мин, а иногда и более для завершения процесса сварки. Нагрев деталей обычно электрический, причем в разных случаях используется излучение нагревателей, иногда теплопередача от нагревателей через теплопроводность; возможен и индукционный нагрев. Температура нагрева и ее контроль имеют большое значение, уже небольшое ее повышение значительно ускоряет диффузию; с другой стороны, нагрев может снижать качество металла. Способ отличается большой универсальностью в отношении свариваемых металлов: возможна сварка многих сочетаний разнородных металлов, а также металлов с металлокерамическими сплавами, металлов с керамикой, с графитом и т. д. Способ получил уже достаточно широкое применение для различных случаев, часто трудновыполнимых другими способами.
Свариваемые детали 1, 2 помещают в вакуумную камеру 3 и слегка поджимают друг к другу. После откачки воздуха из камеры и создания необходимого вакуума ( После сварки детали охлаждают либо в камере, либо на воздухе. К достоинствам диффузионной сварки в вакууме следует отнести следующие: получение соединений высокого качества при любых сочетаниях материалов — металлов, сплавов и неметаллов (керамические и металлокерамические сплавы); отсутствие расплавления, а значит и резкого различия в структурах в зоне соединения и прилегающих к ней участках; незначительная или нулевая деформация сваренных деталей, позволяющая сваривать их после окончательной обработки; безопасность, простота обслуживания установок, отсутствие вредных выделений в окружающую среду (лучистой энергии, газов, пыли и пр.). К недостаткам процесса относится: необходимость предварительной механической обработки заготовок, чтобы уменьшить неровности и микровыступы на соединяемых поверхностях; повышенная трудоемкость процесса из-за сборки, нагрева и сварки деталей в герметичной вакуумной камере, что усложняет задачу комплексной автоматизации процесса; большая продолжительность формирования сварного соединения. Этот способ сварки нашел промышленное использование в производстве электровакуумных приборов, инструмента, различных деталей из биметаллических материалов и др. Диффузионная сварка в вакууме относится к весьма перспективным процессам и найдет дальнейшее значительное применение в электронной, космической, авиационной и других важнейших отраслях техники.
| ||
. 40. Сварка взрывом. Сущность, схема процесса, назначение, недостатки и преимущества. Сварка труб взрывом.
(1-детонатор,2-взрывчатое в-во,3,4-заготовки) Сущность способа заключается в использовании энергии взрыва, осуществляемого применением взрывчатки. На соединяемые поверхности мгновенно действует образующаяся при взрыве упругая ударная волна, под действием которой происходит соударение свариваемых частей и их прочное соединение. Этим способом сваривают и разнородные металлы, например, медь со сталью, никель со сталью, медь с алюминием, титан с ниобием и другие трудно поддающиеся обычной сварке металлы. Полученную взрывом заготовку можно прокатать в листовой биметалл.
 Это процесс соед-ия мат-ов, нах-ся в ТВ-ой фазе за счет пласт-ой деф-ии соударяющихся под углом пов-ей заготовок при возд-ии импульса давления, создаваемого взрывом. Пласт-ая деф-ия в зоне соед-ия приводит к обр-ию физ-ого контакта и активации контактных пов-ей. Особенность сварки взрывом яв-ся обр-ие волнового профиля сварки, что сопровождается увеличением пов-ти соед-ия.
На планирующей пластине распологают заряд взрывчатого в-ва, пластину с помощью опор устан-т с зазором к неподвижной планируемой пластине. Неподвижную пластину укладывают на основание, шлирование процесса детализации заряда взрывного в-ва осущ-ют электродетонатором. В процессе расхода взрывчатого в-ва из тв0ого состояния в газообразное происходит выделение большого кол-ва энергии, пластина подвергается двойному изгибу и интенсивной пластич.деф-ии совместно с неподвижной пластиной. Сварка взрывом может производиться как без нагрева, так и с нагревом свариваемых деталей. Режимы сварки опр-ся пластич.хар-ми гомогенными темп-ми свариваемых деталей.
Достоинствасварки взрывом, которые характеризуют ее как конкурентоспособный способ соединения разнородных металлов, заключаются в следующем: - Высокопроизводительный и экономичный процесс, позволяющий получать соединения разнородных металлов и сплавов с прочностью на уровне прочности основных металлов (сталь + титан, сталь + алюминий, алюминий + медь и т.д.). - Сварка взрывом может осуществляться на большихплощадях, ограничиваемых только размерами используемых листов. - Толщина плакирующего слоя может изменяться в широких пределах (от 0,05 до 30 мм). Это процесс соед-ия мат-ов, нах-ся в ТВ-ой фазе за счет пласт-ой деф-ии соударяющихся под углом пов-ей заготовок при возд-ии импульса давления, создаваемого взрывом. Пласт-ая деф-ия в зоне соед-ия приводит к обр-ию физ-ого контакта и активации контактных пов-ей. Особенность сварки взрывом яв-ся обр-ие волнового профиля сварки, что сопровождается увеличением пов-ти соед-ия.
На планирующей пластине распологают заряд взрывчатого в-ва, пластину с помощью опор устан-т с зазором к неподвижной планируемой пластине. Неподвижную пластину укладывают на основание, шлирование процесса детализации заряда взрывного в-ва осущ-ют электродетонатором. В процессе расхода взрывчатого в-ва из тв0ого состояния в газообразное происходит выделение большого кол-ва энергии, пластина подвергается двойному изгибу и интенсивной пластич.деф-ии совместно с неподвижной пластиной. Сварка взрывом может производиться как без нагрева, так и с нагревом свариваемых деталей. Режимы сварки опр-ся пластич.хар-ми гомогенными темп-ми свариваемых деталей.
Достоинствасварки взрывом, которые характеризуют ее как конкурентоспособный способ соединения разнородных металлов, заключаются в следующем: - Высокопроизводительный и экономичный процесс, позволяющий получать соединения разнородных металлов и сплавов с прочностью на уровне прочности основных металлов (сталь + титан, сталь + алюминий, алюминий + медь и т.д.). - Сварка взрывом может осуществляться на большихплощадях, ограничиваемых только размерами используемых листов. - Толщина плакирующего слоя может изменяться в широких пределах (от 0,05 до 30 мм).
|
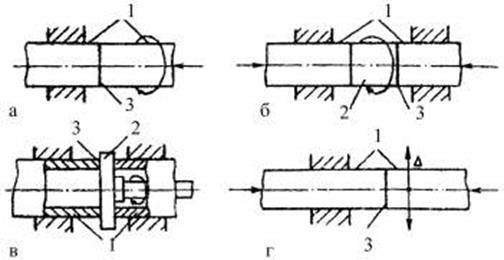
 Схема диффузионной сварки в вакууме
Схема диффузионной сварки в вакууме мм рт. ст.) детали нагревают обычно токами высокой частоты до соответствующей температуры (0,7 — 0,8
мм рт. ст.) детали нагревают обычно токами высокой частоты до соответствующей температуры (0,7 — 0,8  ), после чего к ним механизмом нагружения 5 установки прикладывают усилие сжатия
), после чего к ним механизмом нагружения 5 установки прикладывают усилие сжатия  и в таком состоянии детали выдерживают в течение некоторого времени, зависящего от свойств свариваемых материалов, величины давления и других факторов.
и в таком состоянии детали выдерживают в течение некоторого времени, зависящего от свойств свариваемых материалов, величины давления и других факторов.

Не нашли, что искали? Воспользуйтесь поиском по сайту: