|
|
Указания по выполнению листа 1-6, 1-7
Каждую деталь вычертить на отдельном листе чертежной бумаги. Сборочные чертежи для деталирования даны на рисунках 30 – 39. К каждому сборочному чертежу прилагается описание устройства и работы сборочной единицы. Сборочный чертеж не перечерчивается. Выполнение чертежей деталей со сборочного чертежа начинают с чтения сборочного чертежа. Следует определить, из каких деталей (и в каком количестве) состоит сборочная единица, способы соединения деталей между собой и их взаимодействие. Разбирая форму каждой детали, ориентируются на проекционную связь и штриховку детали. Найдя деталь на всех изображениях, определить количество видов, разрезов, сечений для данной детали. При этом количество изображений на чертеже детали не должно быть обязательно таким же, как на сборочном чертеже. После этого приступают к эскизированию детали. Эскиз является подготовительной работой к чертежу и не включается в контрольное задание. Выполняя эскиз детали, определяют, какие необходимо проставить размеры для изготовления изображенной детали. В данном пособии сборочные чертежи не имеют определенного (стандартного) масштаба. Для того чтобы выяснить, во сколько раз уменьшен (или увеличен) при печатании изображенный чертеж. С этой целью находим на чертеже самый большой размер. Например, размер 120 при непосредственном измерении на рисунке оказался равным 52 мм. Разделив 120 на 52, получаем коэффициент уменьшения равным приблизительно 2,307.
Чтобы избежать большого числа подсчетов, применяют графический метод вычисления. В этом случае вычерчивают график пропорциональной зависимости размеров действительных и на иллюстрации в пособии. График вычерчивают на бумаге в клетку или на миллиметровке следующим образом.
График пропорциональной зависимости размеров. Произвольно строят два взаимно перпендикулярных отрезка ОА и ОВ. На горизонтальном отрезке ОА от точки О откладывают циркулем – измерителем величину отрезка, взятого с чертежа, размер которого обозначен (например, 120 мм). Затем по вертикальной линии откладывают вверх от точки О действительный размер 120 мм по линейке. Из полученных точек восстанавливают перпендикуляры до пересечения в точке М. Проводя из точки О прямую через точку М, получим линию масштаба 1:1. С помощью линии масштаба легко находятся истинные размеры деталей без арифметических подсчетов. Для этого берут измерителем любой размер чертежа, откладывают этот размер на линии ОА от точки О, из полученной точки восстанавливают перпендикуляр до пересечения с наклонной ОМ. Величина этого перпендикуляра будет являться действительным размером измеряемого элемента. Перечертить детали с эскиза на листы чертежной бумаги форматов А3 ил А4, продумав композиционное расположение изображений; вычертить и заполнить основную надпись.
Задания к листу 1-6
Рисунок 10 – Кран двухходовой КРАН ДВУХХОДОВОЙ
Данный кран устанавливается на трубопроводах. Газ или жидкость, поступающая через нижнее отверстие в кран, расходится по двум трубопроводам. Для изменения площади сечения для прохода газа или жидкости нужно повернуть ручкой поз.6 на некоторый угол коническую пробку поз.2. Чтобы обеспечить герметичность, коническая поверхность пробки поз.2 крана притирается к внутренней стенке корпуса поз.1. Между деталями поз.1 и 4 ставится прокладка поз.10. Ключ поз.3 своими выступами входит в пазы пробки поз.2. пружина поз.7 ставится для надежного прилегания пробки поз.2 к внутренней поверхности корпуса поз.1. Материалдеталей поз.1,2 и 8 – БрОЦС 5-5-5 ГОСТ 613-65, деталей поз. 3-7 – сталь 15Л-1 ГОСТ 977-65, детали поз.7 – сталь 65Г ГОСТ 1050-74, детали поз.9 – сталь 40 ГОСТ 1050-74.
Рисунок 11 – Клапан питательный
КЛАПАН ПИТАТЕЛЬНЫЙ
Питательный клапан устанавливается на трубопроводах, соединяющих котлы или резервуары с приборами, нагнетающими газы или жидкости. Жидкость или газ, идущие от нагнетательного прибора, поднимают клапан 3 и проходят по левому отверстию корпуса 1 в котел или резервуар. Обратно газ или жидкость идти не могут, так как в этом случае клапан 3 садится на седло 4. Для предохранения корпуса 1 от преждевременного износа в него впрессовывается стальное седло 4. Пружина 5 способствует своевременной посадке клапана 3 на седло 4. Прокладка 6 обеспечивает плотное прилегание крышки 2 к корпусу 1.
Материалы. Детали: поз. 1, 2 – СЧ 15-32 ГОСТ 1412 – 54; поз. 3 – Бр.ОЦС 3-12-5 ГОСТ 613 – 65.
Рисунок 12 – Клапан питательный КЛАПАН ПИТАТЕЛЬНЫЙ
Клапан предназначен для свободного периодического пропуска воды в одном направлении. Для этого необходимо нажать рычаг поз. 7, который, поворачиваясь около оси поз. 8, опустит вниз клапан поз. 5. Вследствие этого коническая поверхность клапана, плотно притертая к коническому гнезду внутри корпуса поз. 1, отойдет от гнезда и откроет проход для воды. Пружина поз. 9 при этом будет сжиматься. После снятия усилия с рычага поз. 7 пружина разожмется и клапан поз. 5 закроет отверстие в корпусе поз. 1. В месте выхода клапана поз. 5 из корпуса поз. 1 предусмотрено сальниковое уплотнение из колец поз. 14. Кольца поджимают втулкой поз. 6 и гайкой поз. 3.
Материалы деталей поз. 1 – 4 – сталь 15Л-I ГОСТ 977 – 65, деталей поз. 5 – 8 – Ст5 ГОСТ 380 – 71, детали поз. 9 – сталь 65Г ГОСТ 1050 – 74.
КЛАПАН
Клапан предназначен для пропускания жидкости. При вращении маховичка поз.5 против часовой стрелки шпиндель поз.6 с клапаном поз.8 будет подниматься и пропускать жидкость. Для прекращения подачи жидкости маховичок необходимо вращать по часовой стрелки до отказа. Для предупреждения утечки жидкости через зазоры между корпусом поз.1 и детали поз.4 и 6 предусмотрено сальниковое уплотнение из колец поз.12. уплотнительные кольца поджимаются фланцем поз. 4, который крепится шпилькой поз.13 и гайками поз.10. для герметичности между корпусом поз.1 и крышкой поз.2 становится прокладка поз.9. Материалы. Деталей поз.1-4 – СЧ 18-36 ГОСТ 1412-70, детали поз.5 – винипласт ГОСТ 9639-71, деталей поз. 6-8 – сталь 40 ГОСТ 1050
КЛАПАН
Клапан используют для изменения давления или скорости движения жидкости по трубопроводу. При вращении маховика поз. 4 винт поз. 9 с клапаном поз. 7 поднимается вверх, пропуская нужное количество жидкости. Внутри корпуса поз. 1 запрессовано седло поз. 8 клапана поз. 7. Конический конец клапана поз. 7 плотно притерт к конической поверхности седла поз. 8. На чертеже клапан изображен закрытым, жидкость через клапан не проходит. От провертывания втулки поз. 3 закрепляется в стойке поз. 2 винтом поз. 11. Клапан поз. 7 соединен с винтом поз. 9 двумя штифтами поз. 13. Для предупреждения утечки жидкости через зазоры, образованные между корпусом поз. 1 и деталями поз. 5, 6 и 9 предусмотрено сальниковое уплотнение. Оно состоит из шайбы поз. 6 и войлочных колец поз. 14, которые уплотняются прижимной гайкой поз. 5.
Материал деталей поз. 1 и 2 – СЧ 15–32 ГОСТ 1412 – 70, деталей поз. 3 и 5 – 9 – сталь 45 ГОСТ 1050 – 74, детали поз. 4 – винипласт ГОСТ 9639 – 71.
КЛАПАН ПРЕДОХРАНИТЕЛЬНЫЙ
Предохранительный клапан ставится на трубопроводах, по которым проходит жидкость или газ под давлением. В данном случае корпус поз. 1 является частью трубопровода. При давлении газа или жидкости, превышающем допускаемую величину, клапан поз. 6 поднимается, сжимая пружину поз. 5. При этом газ или жидкость выпускается через боковые отверстия клапана поз. 6 и цилиндра поз. 3. При нормальном давлении пружина поджимает клапан поз. 6 к седлу цилиндра поз. 3.
Материал деталей поз. 1 – 4 – сталь 20Л-I ГОСТ 977 – 65, детали поз. 5 – сталь 65Г ГОСТ 1050 – 74, детали поз. 7 – картон прокладочный А2 ГОСТ 9347 – 60.
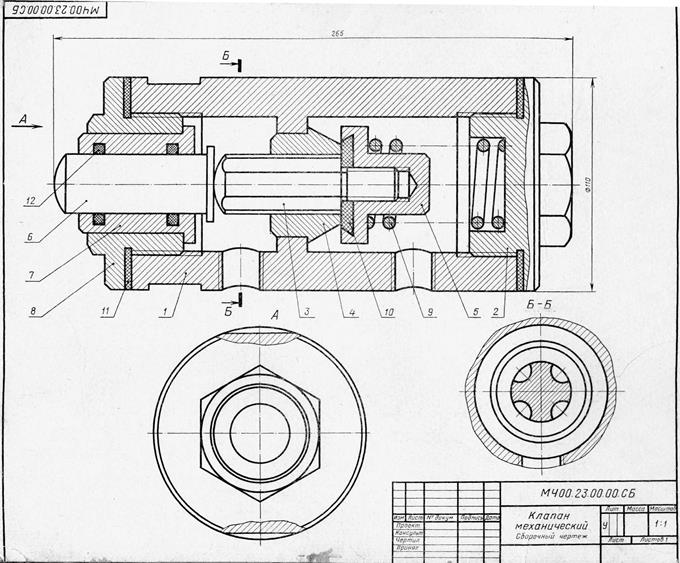
КЛАПАН МЕХАНИЧЕСКИЙ
Механический клапан предназначен для автоматических установок, распыляющих смазочно-охлаждающие жидкости. Клапан состоит из корпуса поз. 1, разделенного на две полости, в одну из которых поступает сжатый воздух. При перемещении толкателя поз. 6 вправо он давит на шток поз. 3, отодвигая клапан поз. 5. Сжатый воздух проходит через механический клапан по продольным пазам штока поз. 3 к распыляющему устройству. При снятии нагрузки с толкателя поз. 6 под действием пружины поз. 9 клапан поз. 5, шток поз. 3 и толкатель возвращаются в первоначальное положение. В результате этого клапан прижимается к седлу поз. 4, закрывая проход воздуха. Материал деталей поз. 1, 6 и 7 – Ст5 ГОСТ 380 – 71, деталей поз. 3 – 5 – БрОЦС ГОСТ 613 - 65, деталей поз. 2 и 8 – сталь 15Л-I ГОСТ 977 – 65, детали поз. 9 – сталь 65Г ГОСТ 1050 – 74.
ЦИЛИНДР ПНЕВМАТИЧЕСКИЙ КАЧАЮЩИЙСЯ
Для быстрой установки и надежного закрепления обрабатываемых деталей на металлообрабатывающих станках применяются приспособления с пневматическими цилиндрами. Изображаемый на чертеже пневматический цилиндр является качающимся и крепится к станку специальными шарнирными устройствами. Основными элементами пневматического цилиндра являются цилиндр 1 и поршень 2. В цилиндр через отверстия крышек 3 и 4 то с одной, то с другой стороны поршня 2 попеременно подводят сжатый воздух, под действием которого поршень совершает возвратно-поступательное движение. К правому концу штока 6 присоединяется звено механизма, которому шток сообщает возвратно-поступательное движение. Поршень 2 внутри цилиндра и штока 6 внутри отверстия крышки 4 уплотнены кольцами 11 и 12. Материалы. Детали: поз. 1 – 5 – СЧ 15-32 ГОСТ 1412 – 54; поз. 2, 3 – сталь 35 ГОСТ 1050 – 60.
КЛАПАН ПЕРЕПУСКОВОЙ
Клапан перепускной устанавливается на трубопроводах и служит для перепуска избытка жидкого топлива в запасной бак. Если давление в связи с избытком топлива повышается, то клапан поз. 4 поднимается и излишек топлива отводится через отверстие детали поз. 1 в сливной бак. Работу клапана регулируют винтом поз. 7, изменяя степень сжатия пружины поз. 6. Для предохранения регулирующей системы от возможных повреждений сверху устанавливается колпак поз. 3.
Материал деталей поз. 1, 2 и 3 – СЧ 15–32 ГОСТ 1412 – 70, деталей поз. 4 и 5 – БрОЦС 5–6 ГОСТ 614 – 65, детали поз. 6 – сталь 65Г ГОСТ 1050 – 74, детали поз. 7 – сталь 20 ГОСТ 1050 – 74.
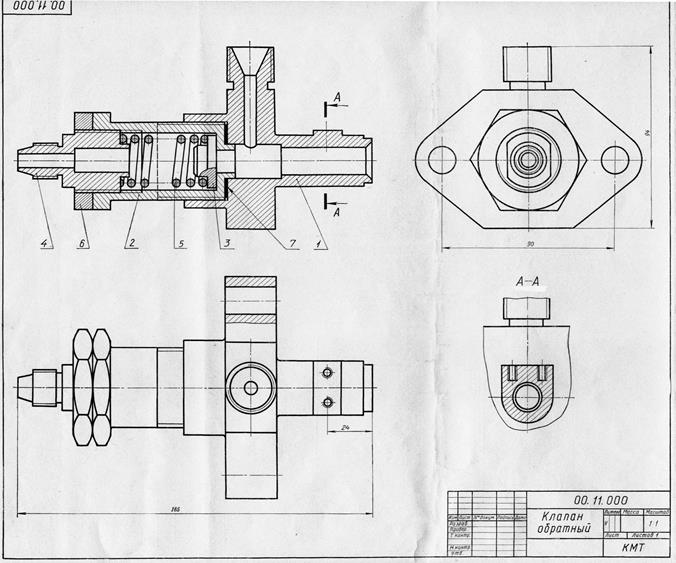
КЛАПАН ОБРАТНЫЙ
Обратный клапан становится на трубах, соединяющих резервуар с прибором. Жидкость, идущая из нагнетательного прибора через правое отверстие в полость корпуса 1, под действием давления перемещает клапан 3 и сжимает пружину 5. При падении давления жидкости, под действием пружины 5 клапан 3 закрывает отверстие корпуса, преграждая тем самым обратный выход жидкости. Верхнее отверстие корпуса предназначено для продувки трубопровода.
Материалы. Детали: поз. 1, 2, 4 – сталь 20 ГОСТ 1050 – 60; поз. 3 – сталь 20 ГОСТ 1050 – 60; поз. 5 – сталь 65Г ГОСТ 1050 – 60. Литература
1. Новичихина Л.И. Черчение – Мн.: Выш.шк.,1986 2. С.К. Боголюбов, «Черчение» - М.: Машиностроение, 1989 г. 3. Стандарты ЕСКД Стандарты
2.001 – 70* Общие положения. 2.101 – 68* Виды изделий. 2.102 – 68* Виды и комплектность конструкторских документов. 2.103 – 68* Стадии разработки. 2.104 – 68* Основные надписи. 2.105 – 95 Общие требования к текстовым документам. 2.108 – 68* Спецификация. 2.109 – 73* Основные требования к чертежам. 2.111 – 68* Нормоконтроль. 2.113 – 75* Групповые и базовые конструкторские документы. 2.301 – 68* Форматы. 2.302 – 68* Масштабы. 2.303 – 68* Линии. 2.304 – 81 Шрифты чертежные. 2.305 – 68* Изображения – виды, размеры, сечения. 2.306 – 68* Обозначение графических материалов и правила нанесения их на чертежах. 2.307 – 68* Нанесение размеров и предельных отклонений. 2.308 – 68* Указание на чертежах допусков формы и расположения поверхностей. 2.310 – 68* Нанесение на чертежах обозначений покрытий, термической и других видов обработки. 2.311 – 68* Изображение резьбы. 2.312 – 72* Условные обозначения и изображения швов сварных соединений. 2.313 – 82 Условные изображения и обозначения неразъемных соединений. 2.315 – 68* Изображения упрощенное и условное крепежных деталей. 2.316 – 68* Правила нанесения на чертежах надписей, технических требований и таблиц. 2.317 – 69* Аксонометрические проекции. 2.318 – 81 Правила упрощенного нанесения размеров отверстий. 2.320 – 82 Правила нанесения размеров, допусков и посадок конусов. 2.401 – 68* Правила выполнения чертежей пружин. 2.701 – 84 Схемы. Виды и типы. Общие требования к выполнению. 2.702 – 75* Правила выполнения электрических схем. 2.703 – 68* Правила выполнения кинетических схем. 2.770 – 68* Элементы кинематики.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|








 )
ГОСТ 11765 – 66
Гайка М12-051
ГОСТ 5915 – 62
Шайба 12-051
ГОСТ 9065 – 59
Кольцо 38×30-1
ГОСТ 9833 – 61
Кольцо 150×140-1
ГОСТ 9833 – 61
)
ГОСТ 11765 – 66
Гайка М12-051
ГОСТ 5915 – 62
Шайба 12-051
ГОСТ 9065 – 59
Кольцо 38×30-1
ГОСТ 9833 – 61
Кольцо 150×140-1
ГОСТ 9833 – 61