
|
|
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ МЕТАЛЛОВ
Целью работы является изучение существующей методики расчета технически обоснованных режимов резания металлов с использованием нормативно-справочной литературы и приобретение практических навыков самостоятельной работы с приведенными в нормативах материалами.
Задачи работы:
1. Выбор материала и рациональных геометрических параметров металлорежущих инструментов. 2. Расчет рациональных режимов резания: глубины резания, скорости подачи инструмента или заготовки, скорости резания, сил и мощности резания. 3. Корректировка режимов резания по паспортным данным станка. 4. Расчет основного (машинного) времени обработки по заданному технологическому процессу.
2. ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ 2.I. ПОСЛЕДОВАТЕЛЬНОСТЬ НАЗНАЧЕНИЯ ЭЛЕМЕНТОВ РЕЖИМА РЕЗАНИЯ
Обработка металлов резанием - это процесс срезания режущим инструментом с поверхности заготовки слоя металла для получения требуемой геометрической формы, точности размеров и шероховатости поверхности детали. Режимом резания называют совокупность глубины резания, подачи, скорости резания и периода стойкости инструмента. При этом обработку заготовок следует вести на таких режимах резания, при которых будут высокие точность обработки и качество поверхностей при требуемой производительности. Элементы режима резания назначают в следующей последовательности. Сначала выбирают тип и геометрические параметры режущего инструмента. Далее назначают глубину резания. При этом стремятся весь припуск на обработку срезать за один рабочий ход инструмента. Если по технологическим причинам необходимо сделать дна рабочих хода, то при первом ходе снимают 80% припуска, при втором (чистовом) - около 20% припуска. Затем выбирают величину подачи. Рекомендуют назначать наибольшую величину подачи, учитывая требования точности и допустимой шероховатости обработанной поверхности, а также мощность Наконец, определяют машинное (основное) время обработки, которое представляет собой время, затрачиваемое непосредственно на процесс изменения формы и размеров заготовки и получение поверхности требуемой шероховатости. Формулы или определения основного времени в зависимости от технологического метода обработки приведены в справочной литературе. Теоретические и практические вопросы, касающиеся природы и расчета режимов резания, рассматривается более подробно в учебной и справочной литературе (см. библиографический список в конце методических указаний). Наиболее полные сведения по методике назначения режимов резания для различных видов обработки собраны в сборнике задач /7/. Рассматриваемые в нем примеры решения задач могут служить образцом дли самостоятельного выполнения настоящей лабораторной работы, справочники /6,8,..16/ являются универсальными и любой из НИЗ может быть использован при решении всех задач из задания на лабораторную работу. Учебники /1,...5,18/ не содержат в полной мере справочно-нормативной информации и поэтому могут быть использованы как вспомогательные теоретические пособия. При назначении и выборе режущего инструмента особое внимание предлагается уделить альбому/17/, который содержит значительный объем графических материалов по конструкциям инструментов, их параметрам и сведения по инструментальным материалам.
2.2. ПРИМЕР ВЫПОЛНЕНИЯ ЗАДАНИЯ.
На токарно-винторезном станке 16Б16П производится предварительное (черновое) обтачивание цилиндрической поверхности. Требуется подобрать рациональные геометрические параметры инструмента, назначить режимы резания и определить основное время обработки. Схема обработки приведена на рис.1. Обрабатываемый материал - легированная конструкционная сталь 20XГ ( 1. Осуществляем выбор режущего инструмента. Для обработки можно применить правый прямой проходной резец с сечением державки 16х25мм2. Геометрические параметры резца выбираем по альбому /17/.
Рис. 1
Ввиду достаточной жесткости детали ( L/D≈ 2) принимаем плоскую двойную форму передней поверхности с отрицательным передним углом (форма III). Значения углов резца: передний угол 2. Определяем глубину резания: t=(D-d)/2=(60-50)/2=5 мм Припуск при черновой обработке можно снять за один проход. 3. По характеру обработки задаемся значением продольной додачи резца. По справочнику /16, табл. II, с.266/ подача на оборот заготовки лежит в пределах 0,4...0,8 мм/об (диаметр детали до 60 мм размер державки резца до 25x25 мм глуби-нарезания 3…5 мм. По паспорту станка 16Б16П /7/ принимаем среднюю подачу So=0,60 мм/об 4.Зададимся периодам стойкости резца: Т=60 мм для одноинструментной обработки /16, с.266/. 5.Определяем скорость резания по формуле
Воспользуемся нормативами из учебника /1, с.113/ для наружного продольного точения легированной конструкционной стали резцом из твердого сплава T5K10: Сυ=227 (S≤0,75мм/об) Хυ=0,15; Yυ=0,35; M=0,2. Поправочные коэффициенты на скорость резания рассчитаем по справочнику /16/.
КПυ=0,9(прокат); Кφυ=1,0 (φ=45°); КИυ=1,0; Кrυ=1; Кφ1υ=1,0 (φ1=10°). Поправочный коэффициент К учитывает влияние физико-механических свойств обрабатываемого материала на скорость резания; Кг учитывает группу стали по обрабатываемости; nυ - показатель степени;
6.Определим число оборотов шпинделя станка:
7.Скорректируем скорость шпинделя по паспорту станка: nк=315мин-1; 8.Скорректированная скорость резания:
9.Для расчета мощности резания определим тангенциальную силу резания Pz по формуле /16/:
где Ср=300; Хр=1,0; Yр=0,75; np=-0,15. Поправочный коэффициент на силу резания рассчитывается через составляющие Кр=Кφр Кγр Кλр Кrр, учитывающие соответственно главный угол в плане φ, передний угол γ, угол наклона главного лезвия λ и радиус при вершине резца R. Для заданных условий обработки получаем следующие значения коэффициентов: Кφр=1,0; Кγр=1,1; Кλр =1,0; Кrр=1,0. С учетом всех найденных величин сила резания будет Pz=10∙300∙51,0∙0,60,75∙59,3-0,15∙1,1≈6097Н 10.Вычислим необходимую мощность резания
11.Сравним мощность резания с мощностью привода шпинделя станка. Мощность электродвигателя станка 16Б16П 6,3кВТ, к.п.д. привода – 0,7. Тогда мощность на шпинделе станка Nш=6,3∙0,7=4,4кВт. Мощность резания больше мощности станка, поэтому уменьшим число оборотов шпинделя до nк=200мин-1. Скорость резания в этом случае будет
или
Новое значение силы резания Pz: Pz=10∙300∙51,0∙0,60,75∙37,65-0,15∙1,1≈6527Н. Теперь мощность составит
12.Рассчитаем осевую силу резания Рх с целью проверки привода продольной подачи станка. Расчет силы Рх производится по тем же формулам, что и расчет силы Pz , но со своими значениями коэффициентов и показателей степени: Ср=339; Хр=1,0; Yр=0,5; np=-0,4. Кφр=1,0; Кγр=1,4; Кλр =1,07; Кrр=1,0. Pх=10∙339∙51,0∙0,60,5∙37,65-0,4∙1,07∙1,4≈4607Н. Привод продольной подачи станка 16Б16П развивает усилие 6000Н, следовательно, обработка возможна. 13.Определим основное время обработки:
где l=102,5мм; l1=t ctgφ=5∙ctg45°=5мм – путь врезания резца; l2=3 мм-путь перебега резца. Тогда
На этом расчет режимов резания заканчивается.
Примечания.
1. При коррекции числа оборотов шпинделя по паспортным данным станка принимается ближайшее меньшее значение; ближайшее большее значение числа оборотов применяется в том случае, если оно отличается от расчетного не более чем на 5%. 2. Если мощность резания превышает мощность станка, то возможны другие варианты коррекции режима резания, например, уменьшение глубины резания за счет многопроходной обработки. Применение охлаждения позволяет повысить скорость резания и уменьшить основное время обработки.
3. Задание на работу
Каждый студент выполняет работу по индивидуальному заданию; состоящему из текстовой, табличной и графической части. В свою очередь, задание содержит 4 задачи из 15 по расчету режимов резания и основного времени применительно к токарной, сверлильной, фрезерной и шлифовальной обработке. Каждая задача содержит 10 вариантов со следующей исходной информацией: - материал обрабатываемой заготовки и его механическая характеристика; - эскиз обработки; - вид заготовки, размеры обработки с допусками и шероховатостями поверхностей; - характер жесткости технологической системы; - марка используемого для обработки металлорежущего станка; - особые условия обработки (если они есть). Конкретное содержание задания определяется с помощью кодировочной таблицы 16, содержащей порядковый номер студента (1 -75), номер задачи (1- 15), номер варианта (1,10). Порядковый номер для каждого студента определяется по журналу (списку) академической группы или устанавливается преподавателем. Варианты задач приведены в табл. 1-15. Задача 1. На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. . Длина обрабатываемой поверхности l , длина заготовки l1 (рис.2, табл1). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 2. На токарно-винторезном станке I6K20 подрезается торец заготовки диаметром D до диаметра d . Припуск на обработку h . Длина заготовки l1. Способ крепления заготовки - в патроне (рис.3, табл.2). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 3. На токарно-винторезном станке 16Б16П растачивают отверстие заготовки диаметром d до диаметра D . Длина отверстия l, длина заготовки l1. Заготовку крепят в патроне (рис.4,табл.3). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 4. На токарно-винторезном станке I6K20 нарезают резцом метрическую резьбу (табл.4). Необходимо: выбрать режущий инструмент; назначить режим резания по таблицам нормативов; определить основное время. Задача 5. На вертикально-сверлильном станке производят сверление отверстия диаметром D и глубиной l (рис.5, табл.5). Необходимо: Выбрать режущий инструмент; назначить режим резания; определить основное гремя, Задача 6. На вертикально-сверлильном станке 2H135 рассверливают отверстие диаметром d до диаметра D на глубину l (табл. 6). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 7. На вертикально-сверлильном станке 2HI35 зенкеруют предварительно обработанное отверстие диаметром d до диаметра D на глубину l (рис.6, табл.7). Необходимо: выбрать режущий инструмент; назначить режим резания; Задача 8. На вертикально-сверлильном станке 2HI35 развертывают отверстие диаметром d до диаметра D на глубину l. Параметр шероховатости обработанной поверхности Ra =2,0 мкм (табл.8). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 9. На вертикально-фрезерном станке 6T13 производят торцевое фрезерование плоской поверхности шириной В и длиной l; припуск на обработку h (рис.7,табл.9). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 10. На горизонтально-фрезерном станке 6Т82Г производится цилиндрическое фрезерование плоской поверхности шириной В и длиной l; припуск на обработку h (рис,8,табл.10). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 11. На горизонтально-фрезерном станке 6Т82Г производится предварительное фрезерование дисковой фрезой паза шириной В, глубиной h и длиной l (табл.11). Заготовка - с предварительно обработанной плоской поверхностью. Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 12. На вертикально-фрезерном станке 6T12 концевой фрезой фрезеруют сквозной паз шириной b , глубиной h и длиной l . Обработка получистовая, параметр шероховатости поверхности Rа = 3,2мкм (табл.12). Необходимо: выбрать режущий инструмент; назначить режим резания; определить основное время. Задача 13. На круглошлифовальном станке 3M131 шлифуется шейка вала диаметром d3 и длиной l; длина вала l1. Припуск на сторону h. (рис.9,табл.13). Необходимо: выбрать шлифовальный круг; назначить режим резания; определить основное время. Задача 14. На внутришлифовальном станке ЗК228В шлифуется сквозное отверстие диаметром D3 и длиной l . Припуск на сторону h (рис. 10,табл. 14). Станок оснащен устройством для активного контроля обрабатываемых заготовок. Необходимо: выбрать шлифовальный круг; назначить режим резания; определить основное время.
Таблица I. Данные к задаче I
Таблица 2. Данные к задаче 2
Таблица 3. Данные к задаче 3.
Таблица 4. Данные к задаче 4
Таблица 5. Данные к задаче 5
Таблица 6. Данные к задаче 6
Таблица 7. Данные к задаче 7
Таблица 8. Данные к задаче 8
Примечание. В вариантах 6-10 предусматривается зенкерование под последующую обработку одной разверткой.
Таблица 9. Данные к задаче 9
Таблица 10. Данные к задаче 10
Таблица 11. Данные к задаче 11
Таблица 12. Данные к задаче 12
Таблица 13. Данные к задаче 13 
Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2026 stydopedia.ru Все материалы защищены законодательством РФ.
|
 в=850 МПа); заготовка - прокат; обработка - без охлаждения.
в=850 МПа); заготовка - прокат; обработка - без охлаждения.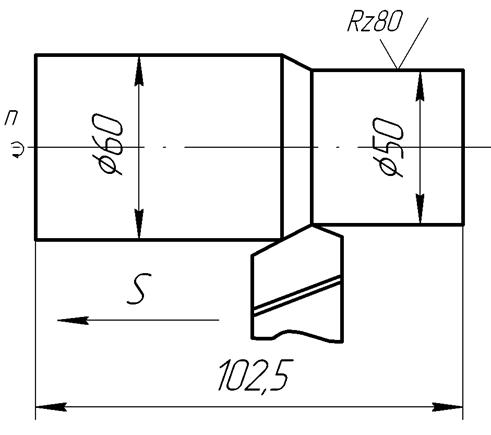
 γ =-5°; главный и вспомогательный задние α= α1 =8°; главный угол в плане φ=45°; вспомогательный угол е плане φ =10°; угол наклона главного лезвия λ=3°; радиус при вершине резца R =1 мм. Материал режущей части - твердый сплав T5KI0, соответствующий черновой обработке с параметром шероховатости Rz80.
γ =-5°; главный и вспомогательный задние α= α1 =8°; главный угол в плане φ=45°; вспомогательный угол е плане φ =10°; угол наклона главного лезвия λ=3°; радиус при вершине резца R =1 мм. Материал режущей части - твердый сплав T5KI0, соответствующий черновой обработке с параметром шероховатости Rz80.

 м/мин;
м/мин; мин-1.
мин-1. м/мин.
м/мин.
 кВт.
кВт. м/мин,
м/мин, м/мин.
м/мин. кВт.
кВт. ,
, мин.
мин.