|
|
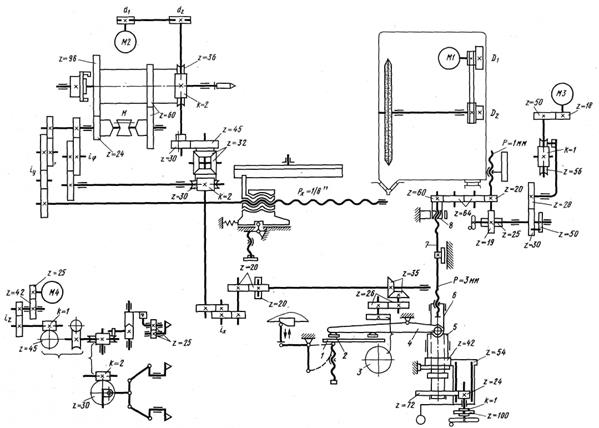
Резьбошлифовальные станкиЭту группу станков применяют при изготовлении ходовых винтов, резьбонарезного инструмента, резьбовых калибров, накатных роликов, червячных фрез в мелкосерийном и серийном производстве. Шлифование резьбы производят однониточными и многониточными кругами (см. рис. 3.82, ж, з). Профиль абразивного круга соответствует профилю впадины шлифуемой резьбы. При шлифовании резьбы однониточным кругом его ось устанавливают под углом α к оси вращения заготовки, равным углу подъема винтовой линии резьбы. Шлифование однониточным кругом обеспечивает получение резьбы высокой точности различного профиля и длины. Шлифование многониточными кругами целесообразно применять для резьб относительно невысокой точности с шагом до 4 мм. Так как оси круга и заготовки расположены параллельно, то при обработке резьбы получается некоторое искажение профиля. Для нормальных резьб с малым углом подъема винтовой линии резьбы это искажение незначительно. Схемы взаимодействия резьбообрабатывающих абразивных кругов с заготовками практически не отличаются от аналогичных схем взаимодействия резьбовых фрез и фрезеруемых заготовок. Поэтому формообразующая составляющая кинематической структуры резьбошлифовальных станков аналогична такой же составляющей резьбофрезерных станков. В практике станкостроения, как правило, в одном станке объединяют резьбошлифовальные и резьбозатылующие структуры. Универсальный резьбошлифовальный станок модели 5822М. Предназначен для шлифования точных винтов и червяков, цилиндрических и конических калибров – пробок и калибров – колец, затылования метчиков, модульных червячных фрез и др. В качестве инструмента можно использовать одно – и многониточные круги. Техническая характеристика. Размеры устанавливаемых деталей: диаметр не более 200 мм; длина не более 500 мм. Диаметр шлифуемой резьбы: однониточным кругом 3 – 150 мм; многониточным кругом 10 – 120 мм. Шаг шлифуемой метрической резьбы: однониточным кругом 0,25 – 24 мм; многониточным кругом 1 – 4 мм. Шаг шлифуемой дюймовой резьбы: однониточным кругом 28 – 3 нитки на дюйм; многониточным кругом 24 – 6 нитки на дюйм. Частная кинематическая структура (рис.3.88) для шлифования резьбы дисковым кругом содержит две формообразующие группы: скорости резания Фv(В1) и винторезной подачи Фs(В2П3). Группа Фv - простая. Ее внутренняя связь - вращательная пара: подшипниковые опоры → шпиндель шлифовального круга. Внешняя связь: М3 →( iv = D1/D1) → шпиндель шлифовального круга (В1). Группа настраивается на скорость – ступенчатыми быстросменными шкивами iv. Группа Фs – сложная. Ее внутренняя связь: шпиндель заготовки (В2) → 60/60 или 96/24 → iy →ТВ → суппорт (П3). Внешняя связь: М2 → d1/d2 → 2/36. Группа настраивается на траекторию (шаг шлифуемой резьбы) – гитарой iy; на скорость – изменением круговой частоты управляемого электродвигателя постоянного тока М2; на направление – изменением количества сменных зубчатых колес в гитаре iy (реверсивный механизм совмещен с гитарой сменных колес). На путь и исходное положение – упорами системы управления. Выведем ФН для органов настройки. Сменные шкивы iv. РП: пМ1 мин-1 электродвигателя М1 → пи мин-1 шлифовального круга (В1). УКЦ: пи = (пМ1 = 1500) (iv = D1/D2). ФН: iv = nи/1500. Сменные шкивы обеспечивают следующие частоты вращения шлифовального круга: при наружном шлифовании – 1440; 1680; 2010; 2380; при внутреннем шлифовании – 11800; 9000; 6000 сек-1. Гитара iy. РП: 1 об. шпинделя заготовки (В2) → t мм премещения суппорта (П3). УКЦ: t = 1 (перебор 60/60 или 96/24) iY ((tТВ = (1/6) 25.4)). ФН: iy1 = 6 t/25,4; iy2 = 6 t/100,16. Первое значение используют при шлифовании резьб с шагом до 8 мм, второе – с шагом более 8 мм.
Рис. 3.88. Кинематическая схема универсального резьбошлифовального станка
Настраиваемый шаг можно в узких пределах уменьшать или увеличивать разворотом коррекционной линейки на расчетный угол. Линейка, двигаясь вместе с суппортом, поворачивает рычаг вместе с гайкой тягового вала. Гайка имеет кроме внутренней резьбы с шагом, равным шагу ходового винта, наружную резьбу с иным шагом. Поэтому при повороте гайки от коррекционной линейки происходит дополнительное смещение стола в том или ином направлении. Корпус гайки тягового вала выполнен в виде подпружиненной ползушки и смещается в продольном направлении вместе с гайкой при вращении соответствующего винта. Это необходимо для установки абразивного круга в нитку шлифуемой резьбы. Расчетная цепь круговой подачи (вращения шпинделя детали) совпадает с внешней связью группы подачи. Круговая подача регулируется бесступенчато в диапозоне 0,3 – 45 мин-1 посредством управляемого электродвигателя М2. В станке предусмотрена ненастраиваемая вспомогательная группа подачи правящих устройств и компенсирующей подачи шлифовальной бабки с приводом от электродвигателя М3. УКЦ для подачи правящих механизмов имеет вид s ПМ = (пМ3 = 1500) (18/50) (1/56) (20/30) (к/50) (19/25) (tТВ = 1) = к/10, где sПМ - подача правящих механизмов; к – число зубьев храпового колеса z = 50, захватываемых собачкой. Одновременно вместе с подачей салазок правящих механизмов производится компенсирующая подача шлифовальной бабки. УКЦ (ФН) для компенсирующей подачи имеет вид sШБ = (sПМ/1) (20/64) (64/60) (tТВ = 3) = к/10, где sШБ – компенсирующая подача шлифовальной бабки. Перемещение правящих алмазов автоматического правящего устройства осуществляется настраиваемой вспомогательной группой с приводом от электродвигателя М4 через зубчатые колеса, кулисный механизм и систему рычагов, которые сообщают алмазам рабочее поступательно-качательное движение. Для этого движения УКЦ имеет вид: па = (пМ4 = 1500) (25/42) iz (1/45) (2/30), где па – частота поступательно-качательного движения алмазов, правящих абразивный круг, двойной ход/мин. ФН: iz = па/1,32. Частная кинематическая структура для врезного шлифования коротких резьб многониточным кругом, устанавливаемым вместо дискового круга, включает группу скорости резания Фv (В1), группу винторезной подачи Фs (В2П3) и группу радиального врезания Вр (П4). Кинематические группы скорости резания Фv и винторезной подачи Фs такие же, как и в частной структуре для шлифования резьбы дисковым кругом. Простая группа врезания Вр (П4) осуществляет врезание шлифовального круга на полную глубину зубошлифования. Внутренняя связь группы: поперечные направляющие суппорта → шлифовальная бабка (П4). Внешняя связь: М → d1/d2 → 30/45 → ∑ → ix → 20/20 → 35/35 → 26/26 → кулачок врезания 3 → рычаг 1 → ползушка 2 → рычаг 4 → кулак быстрого отвода 5 → корпус 6 гайки поперечной подачи → винт 7 поперечной подачи → гайка 8 компенсирующей подачи → шлифовальная бабка (П4). Группа настраивается на путь врезания – кулачком врезания 3 и на исходное положение – винтом 7 поперечной подачи. Врезное шлифование осуществляется за один оборот кулачка врезания 3. При этом кулачок обеспечивает врезание с рабочей подачей в течение части оборота шпинделя заготовки. Определим необходимое количество оборотов шпинделя заготовки за полный цикл обработки с учетом врезания на полную глубину. РП: 1 об. кулачка врезания 3 → п об. шпинделя заготовки. УКЦ (ФН): п = 1 (26/26) (35/35) (20/20) (1/ix) (i∑) (45/30) (2/36) =2, так как i∑ = 2 (водило ведущее), а на гитару ix устанавливают две пары сменных зубчатых колес 30/90 и 30/120. Перемещение шлифовального круга в радиальном направлении на полную глубину шлифования осуществляется от кулачка 3. Настройка производится по конечному установочному перемещению шлифовального круга посредством винта 7, перемещающего шлифовальную бабку в радиальном направлении. Частные кинематические структуры станка, используемые при затыловании режущих инструментов, рассмотрены в [2.8].

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|