|
|
Толкающие» системы управления материальными потоками12 Правила приоритетов при выполнении заказов При прохождении заказов через звенья логистической цепи возникает вопрос, в какой последовательности обрабатываются поступающие заказы каждым звеном. Этот вопрос решается посредством приоритетных правил. Приоритетное правило — это некоторое выражение, которое позволяет каждой заявке (заказу) поставить в соответствие количественную величину, называемую приоритетном. Используются следующие приоритетные правила: 1. элементарные (простые) — для назначения приоритета заявки используют одну ее характеристику. • FIFO (first in first out): "первый пришел — первый ушел", т. е.заявки обслуживаются в порядке поступления в систему; • LIFO (last in first out): "последний пришел — первый ушел", первой обслуживается заявка, которая поступила в систему последней. Данное правило часто используется в системах складирования. Это объясняется тем, что иногда материалы • DDATE: правило плановых сроков, первой выбирается заявка, у которой плановое время изготовления наименьшее, т. е.которая должна быть готова раньше всех; • SPT: правило кратчайшей операции, первой обслуживается заявка, имеющая минимальную длительность обслуживания заявки; • MST: минимальный резерв времени, первой обслуживается заявка с минимальным резервным временем. Резервное время — это разность между сроком выполнения заказа и временем выполнения этого заказа без учета времени ожидания обслуживания; • RANDOM: порядок обслуживания может быть случайным, случайная величина выбирается по равномерному закону, т. е. заявки выбираются с равной вероятностью; 2. комбинированные (сложные) — для назначения приоритета заявки используют несколько ее характеристик с некоторыми коэффиииентами: • аддитивные — при формировании формулы для вычисления приоритета используются операции умножения; • мультипликативные — при формировании формулы для вычисления приоритета используется операция возведения в степень; • альтернативные. Тянущие» системы управления материальными потоками "Тянущая" система - это такая организации производства, при которой детали и полуфабрикаты подаются на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график отсутствует. Размещение заказов на пополнение запасов материальных ресурсов или готовой продукции происходит, когда их количество достигает критического уровня (рис. I1). Система предполагает сокращение разницы между временем поступления материалов на очередную стадию производства, минуя стадии промежуточного складирования, и времени их потребления. Цели "тянущей " системы следующие: - предотвращение распространения возрастающего колебания спроса или объема продукции от последующего процесса к предшествующему; - сведение к минимуму колебании размера запаса деталей между операциями для упрощения управления материальными запасами; - повышение уровня цехового управления путем децентрализации управления. "Тянущая" система предусматривает сохранение определенного уровня материального запаса на каждом этапе производства. Для практической реализации системы необходимо установить момент возобновления заказа и стандартный размер партии заказываемых деталей. "Тянущая" система организации производства предполагает;. • ориентацию производства на изменение спроса, т. е. осуществление концепции "гибкого" производства; • использование универсального оборудования, которое размещено по линейному или кольцевому принципу; • использование высококвалифицированных рабочих -многостаночников; • децентрализованное оперативное управление производством; • начало планирования со стадии сборки; • минимум операционного задела; практическое отсутствие запасов
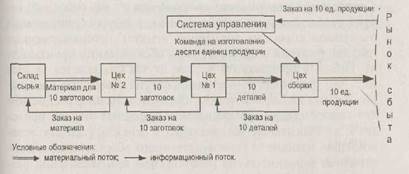
Рис. 1. "Тянущая" система управления материальным потоком в рамках внутрипроизводственной логистической системы
Пример механизма функционирования тянущей системы управления материальными потоками. Предприятие получило заказ на изготовление 10 ед. изделий. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа запрашивает 10 деталей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью восполнения запаса заказывает у цеха № 2 10 заготовок. В свою очередь цех № 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления такого же количества заготовок также с целью восстановления запаса. Таким образом, материальный поток "вытягивается" с каждым последующим звеном.
Толкающие» системы управления материальными потоками Для "толкающей" системы характерно изготовление деталей в соответствии с производственным графиком, детали поступают по мере готовности с предшествующей стадии производственного процесса на последующую. Материальные ресурсы "выталкиваются" с одного звена производственной логистической системы на другое (рис. 22). Чем больше разрастается "толкающая" система, тем характернее для нее становятся проблемы — в случае изменения спроса или сбоев в производственном процессе практически невозможно перепланировать производство для каждой его стадии. Эти затруднения ведут к созданию избыточных внутрипроизводственных запасов между различными технологическими стадиями, которые называются буферными запасами. Они служат для повышения управленческой гибкости на тех участках производства, где возможно возникновение срывов поставок или работа малыми партиями неэкономична. Стандартное планирование производства — это основной момент организационного проектирования, в котором информация о динамике спроса на продукцию "стыкует" производственные графики решения о снабженческом обслуживании производства. Гибкость производства в этом случае повышается за счет того, что производственное планирование объединяет предсказания сбыта на данный период и производственное расписание для каждой стадии. Возникновение буферных запасов приводит к замораживанию материальных и денежных средств, установлению излишнего производственного оборудования и привлечению дополнительной рабочей силы при увеличении размера заказа. Это препятствует повышению эффективности "толкающей" системы.
"Толкаюшая" система характеризуется. • ориентацией на значительное число поставщиков, нерегулярными поставками, в основном большими партиями; • ориентацией производства на максимальную загрузку производственных мощностей и реализацией концепции "непрерывного" производства; • планированием, которое начинается с заготовительного производства; • централизованным оперативным управлением производством', составлением производственных графиков для всех этапов производства; • запасами в виде излишних материальных ресурсов; отсутствием буферных запасов, что может привести к сбою производства; не всегда минимальным операционным заделом; существованием запасов готовой продукции; • применением специализированного оборудования, размещенного по участкам, и универсального — по линейному принципу; • использованием узкоспециализированных рабочих-многостаночников; • сплошным (выборочным) контролем на всех стадиях производства, что удлиняет его продолжительность. Недостатки "толкающей" системы: • недостаточное отслеживание спроса; • обязательное создание страховых запасов, которые предотвращают сбои в производстве в результате изменения спроса; • замедление оборачиваемости оборотных средств в результате хранения запасов; • увеличение себестоимости готовой продукции. Преимущества "толкающей" системы: устойчивость системы при резких колебаниях спроса и при низкой надежности поставщиков.

12 Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|