|
|
Основные правила выполнения работ при гибкеЦель работы Целью настоящей лабораторной работы является закрепление и углубление практических знаний студентов об инструментах, применяемых при гибке металла, и приемах выполнения работ при гибке. Введение Гибкой (изгибанием) называется операция, в результате которой 321'ОТ03- ка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания ВС(; наружные слои материала растягиваются, увеличиваясь в размере, а внутренние _ сжимаются, соответственно уменьшаясь в размере. И только слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры. Важным при гибке является определение размеров заготовок. При этом все расчеты ведутся относительно нейтральной линии, Т.е. тех слоев материала заготовки, которые при гибке не изменяются в размерах. В случае, если на чертеже детали, которая должна быть получена гибкой, не указан размер заготовок, слесарь должен самостоятельно определить лот размер. Расчет производят, подсчитывая размер детали по средней линии (определяют длину прямолинейных участков, подсчитывают длину изогнутых участков и суммируют полученные данные). Общая длина заготовок при гибке с закруглеНИЮН1 подсчитывается по следующей формуле: L:= 1, + Iz + ,) + ... + /n + nrl<x11l80 + .. , + 1':,,,0:./[80, где 1/, 12. 1з, .. ,. Г; - длина прямолинейных участков заготовки; г .... '''', /', _ радиусы соответствующих закруглений;«, ... , (Х" - углы загиба, ЕС.1И при гибке угол изгиба не должен иметь закругления. то длину заготовки определяют по следующей формуле: L '" 1, + /1 .,. 1, + '" ;- i. + (0,5 ... O,8)Sk, где S - толщина материала детали; k - число загибов без закругления. Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
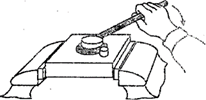
3 Инструменты, приепособяения и материалы, применяемые при гибке: В качестве инструментов при гибке листового материала толшиной ОТ 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми байками массой от 500 до 1000 г, молотки С мягкими вставками, деревянные молотки, плоскогубцы 11 круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получиться в результате гибки. Гибку молотком производят В слесарных плоскопараллельных тисках с использованием оправок (рисунок 1), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла,
а-в – последовательность выполнения операции Рисунок 1- Гибка на оправке Молотки с мягкими вставками и деревянные молотки - киянки применяют для гибки тонколистового материала толщиной до 0,5 ~ЛМ, заготовок И'5 цветных металлов и предварительно обработанных заготовок. Гибку произво- дят В тисках с применением оправок и накладок (на губки тисков) из мягкого материала. Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы (рисунок 2) предназначены для захвата и удержания заготовок в процесс е гибки. Они имеют прорезь в теле 3 шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы (рисунок 3) также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволки.
Ручная гибка в тисках сложная и трудоемкая операция, поэтому для снижения трудовых затрат 11 повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них. На рисунке 4 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособпения смазывают машинным мас.10М. Рычаг 1 с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг 1 перемешают в нижнее положение Б, придавая заготовке 3 заданную форму
Рисунок 4 –Приспособление для гибки рамки ножовочного станка а, б- схемы применения приспособления; в- готовая рамка; 1- рычаг; 2- ролик; 3- заготовка; 4- оправка; А,Б- соответственно верхнее и нижнее положения станка По аналогичной схеме работают и другие гибочные приспособления, например приспособление для гибки кольца из прутка круглого сечения (рисунок 5.)
Рисунок 5 – приспособление для гибки кольца
Наиболее сложной операцией является гибка труб. Необходимость в гибке труб возникает в процессе сборочных и ремонтных операций, Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти особенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов. Приспособления для нагрева труб. Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ), Б пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты. Наполнители при гибке труб выбирают в зависимости от матеРН3.13 трубы, ее размеров и способов гибки. В качестве наполнителей используют: -песок - при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, еС.1И она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 1 О мм из отожженной меди и латуни при радиусе гибки до 100 ММ в горячем состоянии; -канифоль - при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм. Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм, Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10мм при радиусе гибки свыше 100 ММ. Без наполнителя про изводят гибку труб В специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами. Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты (рисунок 4). Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций. Механизация при гибке Гибка - весьма трудоемкая и сложная операция, поэтому предпринимаются попытки ее механизировать. Для механизации работ при гибке используют различные гибочные машины. Рассмотрим подробнее конструкции некоторых из них. Листогибочные вальцы (рисунок 6) состоят ИЗ двух нижних валиков 5, которым сообщают вращательное движение при помощи механизма привода 1 и верхнего валка 2, смонтированного на плите 4. Верхний валок движется от изгибаемого листа 3 и имеет возможность перемешаться по высоте для придания листу заданного радиуса при гибке. Для получения конической формы изгибаемой детали верхнему валку придают наклон, равный углу наклона образующей конуса. Листогибочные прессы (рисунок 7) применяются для выполнения самых разных работ - от гибки кромок до гибки профилей в одной или нескольких плоскостях под разными углами. Гибка профилей осуществляется пуансоном 2 (рисунок 7, б), закрепленным на раме ползуна 7, на матрице 3. которая устанавливается на подкладке 4 плиты 5 пресса или непосредственно на плите. Пуансоны различаются по форме и радиусам гибки. Рабочая часть матрицы представляет собой гнездо, выполненное обычно в форме угольника или прямого паза. Применяемые для гибки пуансоны 2 и матрицы 3 для гибки различных профилей показаны на рисунке 7, в.
1 – механизм привода ;2 – верхний валок 3-изгибаемый лист; 4 - плита; 5-нижний валок рисунок 6 – JIистогибочные вальцы Роликовые гибочные станки (рисунок 8) применяются для гибки профилей различных сечений и бывают трех- и четырехроликовые. Трехроликовый станок для гибки профилей из полос, изготовленных из алюминиевых сплавов толщиной до 2,5 мм, показан на рисунке 8, а. Он состоит из верхнего ролика 2, наладка которого относительно ДВУХ нажимных роликов 3 и 4 осуществляется вращением рукоятки 1. Прижимы 5 устанавливают так, чтобы РО:1ИКИ свободно скользили по полкам профиля, не давая ему скручиваться при гибке, Профили, имеющие форму кругов, спиралей или криволинейные очертания, изгибают на четырехроликовых станках (рисунок 8, б). Такой станок состоит из станины 7, внутри которой смонтирован приводной механизм для ведущих роликов 3 и 5, подающих заготовку, и ДВУХ нажимных роликов 4 и 7, изгибающих заготовку 6. Требуемый радиус гибки устанавливается вращением рукояток 2 и 8.
а – общий вид; б- конструктивная схема; в- формы изгибаемого профиля; 1- рамка ползуна; 2- пуансон; 3- матрица; 4- подкладка; 5- плита рисунок 7- листогибочный пресс
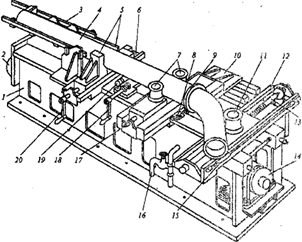
Станок для гибки труб с нагревом токами высокой частоты (рисунок 9) предназначен для гибки труб с наружным диаметром от 95 до 300 \ЛМ И состоит ИЗ двух частей - механической 11 электрической. Механическая часть - :по соб сгвенно станок для гибки труб; в электрическую часть входят электрооборудование станка и установка для нагрева токами высокой частоты. Станок состоит из сварной станины 1 коробчатого типа, на которой расположены каретка для закрепления трубы, механизм продольной подачи 2, каретка 10 направляющих роликов, каретка 12 нажимного ролика, а также индуктор 9 для индукционного нагрева трубы. Каретка закрепления трубы перемещается вдоль станины при помощи ходового винта продольной подачи. Закрепление трубы на каретке 6 осуществляется при помощи двух губок 5, одна из которых подвижна, Подвижная губка перемешается при помощи рукоятки 20 вручную и прижимает трубу к неподвижной губке. Ось изгибаемой трубы 4 эксцентрична по отношению к станине (величина эксцентриситета различна для труб разного диаметра),
А- трехроликовый: 1- рукоятка; 2- верхний ролик; 3,4- нажимные ролики; 5- прижимы; б- четырехроликовый: 1- станина; 2,8- рукоятки; 3,5- ведущие ролики; 4,7- нажимные ролики; 6- заготовка рисунок 8- роликовый гибочный станок Каретка 10 направляющих роликов служит для направления движения трубы при гибке и для восприятия реакции от изгибающего усилия. Она перемешается ХОДОВЫМИ винтами, связанными между собой конической передачей. Один из направляющих роликов 7 укреплен на ползуне и может перемешаться вручную винтом 17. Оба ролика свободно вращаются на своих осях. На каретке направляющих роликов закреплены держатель 8 индуктора, высокочастотный трансформатор (на рисунке не показан) и элементы системы охлаждения 16.
1 – станина; 2- механизмы продольной подачи; 3- удлинитель; 4- изгибаемая труба;5- губки; 6,10- каретки; 7- направляющие ролики; 8- держатель индуктора; 9- индуктор; 11- нажимной ролик; 12- каретка нажимного ролика; 13- винт поперечной подачи; 14- механизм поперечной подачи; 15- конечный выключатель; 16- система охлаждения; 17- ходовой винт; 18,20- рукоятки; 19- ролик;
Рисунок 9- станок для гибки труб с нагревом токами высокой частоты Каретка нажимного ролика закреплена неподвижно. По основанию каретки перемешается ползун с запрессованной осью, на которой 11 вращается нажимной ролик. Перемещение ползуна осуществляется с помощью ходового винта, приводимого в движение механизмом поперечной подачи 4. На каретке нажимного ролика установлены два конечных выключателя 15 для ограничения хода нажимного ролика 11 в зависимости от выбранного радиуса гибки, Сменный индуктор 9 для нагрева труб представляет собой кольцо из медной трубки, которое охлаждается водой, подводимой по гибкому шлангу, Для дополнительной поддержки изгибаемой трубы на станке установлен специальный ролик 19, который может перемешаться с Помощью рукоятки 18 в зависимости от длины трубы. При гибке очень длинных труб к каретке зажима присоединяют специальные удлинители 3, которые поддерживают свисающую часть трубы. Основные правила выполнения работ при гибке 1 При изгибании листового и полосового материала Е тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. Полосовой материал толщиной свыше 3,0 мм следует изгибать только в сторону неподвижной губки тисков. 2 При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечать при этом места изгиба. При необходимости использовать мерные оправки. 3 При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба. 4 При ги6ке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций. 5 При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба.

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|