|
|
КАЛИБРОВКА ВАЛКОВ СОРТОВЫХ ПРОКАТНЫХ СТАНОВПОРЯДОК ВЫБОРА ИНДИВИДУАЛЬНОГО ЗАДАНИЯ
Выполнение индивидуального задания осуществляется под руководством преподавателя, который читает дисциплину «Математическая поддержка металлургических технологий» (Обработка металлов давлением), и при необходимости дает помощь при анализе технологии производства, определении общих сведений о валках и особенностях их калибровки, а также, использовании современных систем моделирования. В процессе выполнения индивидуального задания необходимо иметь в виду, что все его составные части связаны между собой выбранным чертежом калибровки валков, который определяется в соответствии с последней цифрой года поступления в вуз по специальности, и порядковым номером студента в журнале преподавателя, и должны использоваться совместно. Исходя из указанных выше требований, при выборе индивидуального задания студент должен воспользоваться таблицей (табл.1), которая позволяет выбрать кодированное обозначение чертежа калибровки валка, а дальше последовательно выполнять задание в соответствии с приведенным ниже планом.
Таблица 1 - Формирование начальных данных к выполнению индивидуальной работы студентами заочной формы обучения (Z)
СОСТАВНЫЕ ЧАСТИ ИНДИВИДУАЛЬНОГО ЗАДАНИЯ
Технология производства сортового проката
В соответствии с выбранным вариантом начальных данных, которые содержат в себе калибровку валка одного з прокатных станов, студентом, по названию прокатного стана, осуществляется поиск соответствующей информации, которая отражает особенности технологии производства проката на этом стане. В данном разделе студент должен привести схему расположения основного технологического оборудования прокатного стана, с указанием перечня основных и вспомогательных устройств, которые есть неотъемлемой частью технологического процесса производства прокатной продукции на этом стане. Далее, необходимо привести описание проектного сортамента стана с указанием всех видов производимой продукции, размеров ее поперечного сечения, современных нормативных документов (государственных стандартов, технологических инструкций і т.д.) по которым она производится, группы марок стали и другое. Затем, необходимо изложить информацию об особенностях технологии процесса производства разнообразного вида проката на стане, без указания перечня и конструктивных параметров машин и механизмов, которые используются для его реализации, но с указанием технологических параметров производства. Напоследок, в соответствии с приведенной технологией приводятся существующие принципиальные схемы калибровки некоторых профилей сортамента стана. Основной литературой, которая используется для выполнения этого раздела индивидуального задания, являются общеизвестные справочники: «Прокатные станы» [1-2], а также, более раннее издание «Прокатные станы СССР» [3]. Рекомендуемый размер этого раздела – 3-4 страницы.
Общие ведомости о валках сортовых станов
В этом разделе студент должен дать общее определение валков прокатных станов, указать назначение сортовых прокатных валков и их особенности, привести схему валка сортового прокатного стана, с отображением основных его элементов и размеров. Далее, необходимо привести общую классификацию валков обжимных и сортовых прокатных станов, классификацию сортовых валков по назначению, в соответствии с государственным стандартом, указать основные характеристики сортовых прокатных валков, дать классификацию валков по виду материала и способам получения, перечислить марки стали и чугуна, с которых изготовляются сортовые валки, привести классификацию сортовых валков по твердости (качеству), привести особенности эксплуатации калибров валков. Основной литературой, которая используется для выполнения этого раздела индивидуального задания, являются общеизвестные учебники [4-5] и специализированные справочники [6-7]. Рекомендуемый размер этого раздела – 2-3 страницы.
Особенности калибровки сортовых валков
В следующем разделе индивидуального задания, в соответствии с выбранным вариантом исходных данных, которые включают в себя калибровку валка одного из прокатных станов, студентом, по типу прокатного профиля, для производства которого используется выбранная калибровка, осуществляется описание особенностей способов его проектирования. Во-первых, студент должен привести типы прокатных станов, которые используются для получения прокатного профиля, которому соответствует выбранная калибровка валка. Во-вторых, необходимо указать допустимые отклонения геометрических параметров прокатного профиля, в соответствии с требованиями государственных стандартов или нормативно-технической документацией, с указанием источника этой информации. Далее, необходимо изложить информацию о существующих схемах прокатки профилей, которые рассматриваются, с указанием названий систем прокатки, их характеристик и особенностей использования для различных станов. Затем, студент должен привести особенности расчета калибровки рассматриваемого прокатного профиля, где необходимо указать ход расчета калибровки и последовательность определения параметров калибров. И, наконец, в соответствии с выбранным ходом расчета, необходимо в общем виде, со сжатым описанием всех коэффициентов и величин, привести зависимости, которые используются для расчетов параметров калибровок. Основной литературой, которая используется для выполнения этого раздела индивидуального задания, являются общеизвестные учебники по калибровке разнообразных типов сортовой прокатной продукции [8-12], а также, учебники по технологии производства сортового проката [13-15]. Рекомендуемый размер этого раздела – 6-7 страниц.
Графическая часть
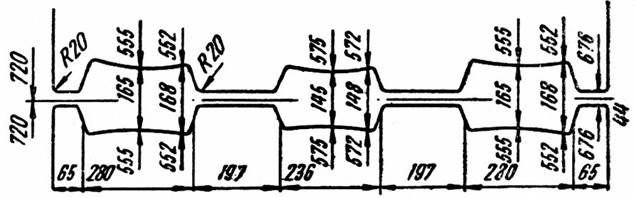
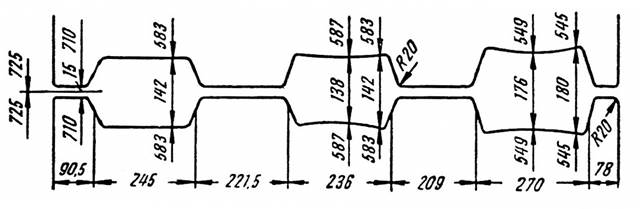
В заключительном разделе индивидуального задания необходимо выполнить чертеж прокатных валков, калибровка которых приведена в выбранном варианте. Для выполнения графической части задания рекомендуется использовать современный графический пакет КОМПАС – 3D (современной версии). Основной литературою, которая используется для выполнения графической части индивидуального задания, являются общеизвестные пособия по КОМПАС – 3D [16-18]. Рекомендуемый размер этого раздела – 1 страница.
КАЛИБРОВКА ВАЛКОВ СОРТОВЫХ ПРОКАТНЫХ СТАНОВ

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|