
|
|
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ1.Аркулис Г.Э.,Дорогобид В.Г. Теория пластичности. М.: Металлургия, 1987. с.352 2. Губкин С.И. Пластическая деформация металлов. В 3 т. М.: Металлургиздат, 1960. 3. Абрамов В.В. Остаточные напряжения и деформации в металлах. М.: Металлургия, 1962. с.356 4. Биргер И.А. Остаточные напряжения - М.: Машгиз, 1963. -232 с. 5. Основы теории обработки металлов давлением./ И.И.Иванов, А.В.Соколов, В.С.Соколов, А.Е.Шелест. М.: ФОРУМ ИНФА,1007. с.144 6. Косолапов Г.Ф. Рентгенография. М.: Высшая школа, 1962. с.312 7. Немец Я. Жесткость и прочность стальных деталей. М.: Машиностроение, 1970. с.528 8. Cagliotti V., Sachs G. Zs. Phys, 74. 132. 9.Сандлер Н.И. В сб. «Технология производства и свойства черных металлов» М. 1956 10. Голик В.Р., Сиренко Г.А., Хиткевич В.И. ФММ, 8, 1950 11. Smith C., Stickley E. Phys. Rev. 64, 1943 12. Megan H., Stokes A. J. Inst. Metals, 71. 1945 13. Северденко В.П. Теория обработки металлов давлением. М.: Высшая школа, 1966. с.223 14. Buhler H., Pьngel W., Archiv f. Eisenhьttenwesen №8 (1934/35), s. 165-168 15. Новиков И.И. Теория термической обработки. М.: Металлургия, 1978. с.392 16. Кудрявцев И.В. Влияние остаточных напряжений на усталостную прочность стали. М.: ВИНИТИ, 1957. с.17
Пример рассмотрения причины появления дефектов – разрывов в центре заготовки при деформации в стане поперечно-винтовой прокатки. При винтовой прокатке основное формоизменение металла происходит пол действием сил трения на поверхности контакта металл - валок в очаге деформации; заготовка имеет поступательное и вращательное движение.
Рис.1 Схема очага деформации при прошивке в станах винтовой прокатки (сечение по валку и линейке) Ниже показана модель очага деформации прошивного стана, который ограничен валками, линейками или роликами (рис.2).
Рис.2. Схема модели процесса винтовой прокатки при оптическом методе исследования (П.И.Полухин, В.К.Воронцов): 1-5 – сечения очага деформации
Характеристики очага деформации. В стане винтовой прокатки каждый элементарный объем металла ΔV0 периодически деформируется, попадая в зону контакта с валками и направляющим инструментом. Область, ограниченная дугами захвата mn и m1n1 валков плоскостями mn1, nm1 сечениями I-I входа и IV-IV выхода заготовки из валков называется геометрическим очагом деформации. Основное формоизменение металла происходит под действием сил трения на поверхности контакта с валком в очаге деформации. Заготовка имеет вращательное и поступательное движение. Винтовое движение заготовки обеспечивается разворотом осей рабочих валков относительно оси прокатки на угол подачи β и раскатки φ и одинаковым направлением вращения валков. Деформации заготовки происходит вследствие того, что расстояние между рабочими поверхностями валков в направлении винтового движения металла уменьшается (рис.2). Напряженное состояние металла при поперечной и винтовой прокатке При достижении определенной величины критического обжатия заготовки по диаметру при поперечной и винтовой прокатке образуются различные дефекты –трещины разрывы, полости в центре заготовки (рис 3). Механизм вскрытия полости и трещинообразования в заготовке связан с распределением напряжений и их соотношением, а также с особенностями деформации металла.
Рис.3 Поперечные разрывы в сплошной заготовке при поперечной прокатке (а.б )
Для оценки напряженного состояния заготовки (объемная задача) непрерывный процесс поперечной прокатки рядом авторов рассматривался как процесс нагружения цилиндрического тела двумя сосредоточенными силами по оси z-z с поворотом заготовки вокруг продольной оси х – х (рис 4) Е. Зибель рассматривал процесс поперечной прокатки сплошной заготовки как единичную деформацию упруго сжатого цилиндра между двумя плоскими плитами.
Рис.4 Схемы распределения напряжений в заготовках при поперечной прокатке (по Е.Зибелю)
Решение задачи о распределении напряжений в упругосжатом цилиндре было выполнено А.Герцем: по оси оz приложения нагрузки Р действуют сжимающие напряжения, ‑ sz а в перпендикулярном направлении - растягивающие напряжения + sу В центре заготовки эти напряжения максимальны: Под углом p/4 к линии действия нагрузки (оси z - z) возникают максимальные скалывающие напряжения, под влиянием которых происходит деформация сдвига и разрушение металла в центре заготовки. Теория В.С.Смирнова Для оценки напряженного состояния металла при поперечной и винтовой прокатке В.С.Смирнов рассматривает заготовку как состоящую из ряда вставленных друг в друга цилиндрических тел. Каждый наружный цилиндр подвергается прокатке на внутреннем цилиндре как на оправке. Под действием внешних сил Р, приложенных к заготовке , наружные слои (цилиндры) заготовки по толщине деформируются более интенсивно, чем внутренние и диаметр их увеличивается, поэтому должно происходить расслаивание заготовки. Однако виду сплошности материала расслаивание заготовки на элементарные кольцевые тела не происходит, но в такой заготовке возникают дополнительные напряжения, вызванные неравномерностью деформации. В.С.Смирнов считает, что интенсивность пластической деформации в заготовке при поперечной прокатке убывает от периферии к центру. В результате вращения заготовки под действием сил трения при поперечной прокатке заготовки при повороте на 0,78 и 1,57 рад. (заготовка еще не совершила полный оборот - эта стадия прокатки называется неустановившимся процессом ) - напряжения - szи- sх, действовавшие в сечении I - I и напряжения + sу11, sхII, в сечении II, вызванные неравномерностью деформации, не успевают релаксировать и будут оставаться в металле, хотя по величине эти остаточные напряжения будут значительно меньше (рис.5, 1а, 1б).
Рис.5 Эпюры напряжений, возникающих в заготовке от действия нагрузки Р в первоначальный момент (θ = 0 рад.) и при повороте ее на углы θ = 0,786 и θ = 1,572 рад.
При повороте сечения I - I на 1,57 рад остаточные или дополнительные напряжения – szI будут суммироваться (накладываться) с основными напряжениями sy, действующими по оси y-yи в этом сечении будет разноименная схема напряженного состояния. По оси z-zна основные напряжения sz, возникающие от внешней нагрузки Р, будут накладываться остаточные напряжения + sуII , которые будут также суммироваться с основными напряжениями и в этом сечении также будет разноименная схема напряженного состояния (рис.6,в).
Рис.6 Эпюры распределения радиальных σρ ( 1 ), тангенциальных σθ ( 2 ) и осевых σх ( 3 )напряжений в заготовке ( а,б,в ) и в центре ( 4г ) от внешних сил ( а ), от неравномерности деформации ( б) и суммарные ( в ) при поперечной прокатке (по В.С.Смирнову) (заготовка совершила несколько оборотов) Раскатка периферийных концентрических слоев вызывает уменьшение диаметра и толщины этих слоев и увеличения длины периферийных слоев; периферийная часть заготовки тянет за собой сердцевину. Максимальное удлинение по оси х-х заготовка получает на периферии, а наибольшую тенденцию к утяжке она имеет в центре поперечного сечения. Основные сжимающие напряжения -sх, действующие в сечении I (рис.6,б) будут суммироваться с дополнительными остаточными растягивающими напряжениями, +sхII действовавшими в сечении II и по оси заготовки в плоскости хоzбудет разноименная схема напряженного состояния (рис.6,3в). После некоторого обжатия по диаметру в осевойзоне заготовки возникают растягивающие напряжения по всем трем осям, несмотря на наличие сжимающих усилий от действия валков. Происходит также увеличение нормальных напряжений σρ, σφ, σх (рис. 10), когда нормальные напряжения достигнут значения сопротивления отрыву, тогда происходит хрупкое разрушение. Если сопротивление отрыву изменяется по сечению заготовки согласно кривой 1 (рис.7), то действующие напряжения достигают значения сопротивления отрыву на некотором расстоянии от центра заготовки / разрушение происходит по кольцевому сечению, образуя кольцевую полость. Такой характер разрушения наблюдается при поперечной прокатке специальных сталей. Если характер изменения сопротивления отрыва по сечению заготовки выражается кривой 2 (см.рис.7), то действующие напряжения достигают значения сопротивления отрыву в центре, где и вскрывается полость. Этот вид разрушения характерен для поперечной прокатки заготовок из низко- и среднеуглеродистых сталей.
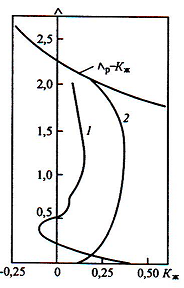
Рис.7.Эпюры нормальных напряжений при поперечной прокатке (1) и характер изменения сопротивлению отрыву (2) по поперечному сечению заготовки (по В.С.Смирнову) Обжатие по диаметру заготовки, при котором начинается разрушение сердцевины при различных условиях поперечной прокатки, принято называть критическим eкр. В 1979 г. была сформулирована гипотеза возникновения центрального разрушения при поперечной и винтовой прокатке, согласно которой образование полости (разрушение) происходит в результате наложения действующих разноименных напряжений и суммарных остаточных напряжений, накапливающихся за N циклов деформации заготовки при значительной величине накопленной деформации L. Разрушение наступает в соответствии с диаграммой предельной пластичности Λр - kж (рис 8).
Рис.8 Кривые истории деформирования заготовки при винтовой прокатке в двухвалковом стане (по В.К.Воронцову) при ε = 11% и ξ = 1,05 и углах подачи β = 0,28 рад ( 1 ) и β = 0,210 рад ( 2 )
ЗАКОН ПОДОБИЯ ПРИ ОМД Подобными условиями деформации называют такие, которые должны удовлетворять условиям геометрического, механического и физического подобия. Геометрическое подобие. В. Л. Кирпичев в 1874 г. сформулировал закон подобия для упругой деформации металлов. Согласно этому закону, работы деформации геометрически подобных тел, изготовленных из одного и того же материала, пропорциональны объемам, а усилия — сходственным площадям; при этом удельные усилия равны. Ф. Кик в 1879 г. предложил распространить этот закон и на пластическую деформацию. Согласно закону подобия деформируемые тела должны быть геометрически подобны и физически одинаковы. Геометрическое подобие будет соблюдено, если отношения сходственных линейных размеров (длина l, ширина b, высота h) модели (с индексом «м») и натуры (с индексом «н») будут одинаковы, т. е.
где п — масштаб моделирования. Отношения сходственных площадей будут пропорциональны квадрату масштаба моделирования, а отношения объемов — кубу. Для соблюдения геометрического подобия в процессе деформации необходимо, чтобы степени деформации модели и натуры ■были равны:
Технологический инструмент для деформирования модели и натуры должны быть также геометрически подобны и отношение их линейных размеров должно быть равно масштабу моделирования. Физическое подобие. Для осуществления физического подобия необходимо, чтобы физические свойства модели и натуры (химический состав, фазовое состояние, микро- и макроструктура) в исходном состоянии и в каждый момент деформации были одинаковые. Кроме этого, должны быть равны и коэффициенты трения на контактных поверхностях. При пластической деформации обеспечить одинаковые физические свойства модели и натуры (особенно в интервале температур фазовых превращений) невозможно. Объясняется это тем, что отношение скоростей и продолжительности деформирования, а следовательно, и скоростей деформации модели и натуры должно быть различным для обеспечения одинаковой температуры, одинаковых условий трения и условий протекания процессов упрочнения и разупрочнения. Для обеспечения одинаковой температуры модели и натуры в процессе деформации при одинаковой исходной необходимо скорость деформирования модели увеличить в п раз, так как модель охлаждается быстрее вследствие большего в п раз отношения поверхности к объему. Следовательно, для соблюдения теплового подобия (равенства температур) необходимо, чтобы Тогда отношение скоростей деформации модели и натуры будет равно квадрату масштаба моделирования:
(4)
Продолжительность деформирования модели
Для соблюдения одинаковых условий трения, помимо одинаковых материалов инструмента, качества обработки его поверхности, смазки и температуры, необходимо обеспечить одинаковую скорость скольжения металла по инструменту. Последнее возможно только при одинаковых скоростях деформирования модели и натуры:
Скорость деформации модели должна быть в п раз больше скорости деформации натуры:
Продолжительность деформации модели (8)
Для соблюдения одинаковых условий протекания процессов упрочнения и разупрочнения при одинаковых степенях деформации, необходима одинаковая скорость деформации:
Тогда скорость деформирования модели должна быть в п раз меньше скорости деформирования натуры: (10)
Продолжительность деформирования натуры и модели должна быть одинакова:

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|








 (1)
(1) (2)
(2) ., (3)
., (3)
 должна быть в п2 раз меньше продолжительности деформирования натуры:
должна быть в п2 раз меньше продолжительности деформирования натуры: (5)
(5) (6)
(6) (7)
(7)
 (9)
(9)
 (11)
(11)