
|
|
НАПРАВЛЕНИЕ СОВЕРШЕНСТВОВАНИЯ ВТООСНОВНЫЕ ОПЕРАЦИИ ВТО
В соответствии с видом деформации полуфабриката при ВТО выделяются следующие операции: сутюживание и оттягивание; прессование; отглаживание; отпаривание.
1 Сутюживание – это принудительная усадка ткани. Осуществляется глажением или прессованием. При глажении сутюживание выполняется последовательно, переходя от одного участка к другому, и требует больших затрат времени. При сутюживании прессованием деталь укладывается на вогнутую поверхность подушки пресса, по краю детали образуются волны. При сближении верхней и нижней подушек эти волны разбиваются на все более и более мелкие и таким образом необходимая посадка сутюживается, нити укорачиваются. Верхние подушки в таких прессах выпуклые, нижние вогнутые:
Назначение – придание выпуклости переду в области груди (совместно с бортовой прокладкой); формование частей спинки пиджака.
Сутюживание посадки рукава (на нижней подушке располагают рукав, средняя подушка, опускаясь, сутюживает посадку рукава по окату, верхняя – по остальной части).
Оттягивание – это принудительное растяжение ткани с последующим закреплением формы. Выполняется глажением или прессованием. Оттягивание деталей глажением производят утюгом, начиная с участков наибольшего растяжения ткани и постепенно переходя на участки, требующие меньшего растяжения.
Этот способ требует приложения большого физического усилия и значительных затрат времени. Оттягивание прессованием осуществляется по вогнутому краю шаблона путем огибания его тканью с помощью внешнего шаблона (например, оттягивание воротника по линии стойки). Достаточно опустить верхнюю подушку и стойка будет оттянута по форме шаблона. Операцию оттягивания можно выполнять на прессе с гофрированными поверхностями на участках, соответствующих местам растяжения ткани в деталях.
2 Прессование – утонение ткани, краев деталей, их швов и складок, а также заутюживание краев, складок, припусков на швы, разутюживание швов. Выполняется глажением или прессованием, что предпочтительнее. Для прессования бортов, воротника и низа изделий используют универсальные цилиндрические подушки. Их можно использовать для одновременной обработки мелких деталей (клапанов, хлястиков и т.д.), разутюживания коротких швов (швов стачивания частей подбортов, нижних воротников и др.)
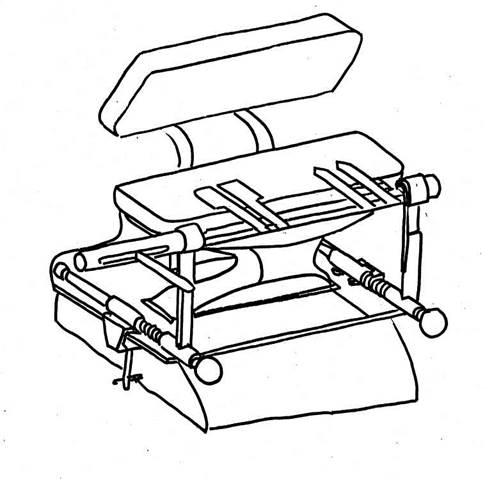
Прессы для разутюживания передних и локтевых швов рукавов:
Небольшие детали можно прессовать также с помощью раздвижных шаблонов, на которые надевают деталь, шаблоны раздвигают и деталь прессуют (не нужно дополнительно выправлять углы, выметывать кант).
3 Отглаживание применяют при обработке деталей и окончательной ВТО изделий для удаления заминов и формования деталей в готовом изделии. Подушки типа универсальных: отглаживание нижних участков и заутюживание сгибов брюк. Верхняя подушка с выемкой – чтобы не прессовался верх брюк с застежкой. Заутюживание верхней части брюк.
Заутюживание складок на брюках (для левой и правой половины одновременно).
Подушки для приутюживания (отглаживания) верхнего плечевого пояса и окатов, воротника , лацканов:
Пресс для разутюживания среднего и боковых швов пиджака
Подушка для упаковки мужской сорочки, заутюживания воротника и манжет, формирования сгиба воротника
4 Отпаривание применяется для удаления лас, которые образуются во время прессования и отглаживания изделий. Удаление лас производится паром путем кратковременного воздействия на ткань утюгом или на прессе. Для отпаривания также применяют ПВМ.
НАПРАВЛЕНИЕ СОВЕРШЕНСТВОВАНИЯ ВТО
1 Получение математической модели объекта исследования, с помощью которой можно автоматизировать процесс управления ВТО. Новая фирма на рынке ВТО Indupress – разработаны прессы, которые по штрих коду маркировки изделия считывают сканером волокнистый состав, и осуществляется автоматическая установка режимов ВТО без вмешательства оператора.
2 Применение робототехники и микропроцессоров для укладки полуфабрикатов на подушку пресса. На современных карусельных гладильных прессах рабочий выполняет следующие операции: взять изделие, подлежащее глажению; положить его на нижнюю подушку, расправить изделие и точно разместить его на подушке; выполнить дополнительные операции, например, расправить и разутюжить швы утюгом, включить цикл автоматического прессования, подойти ко второй рабочей позиции или подождать поворота карусели; выполнить необходимые операции, например, нажать на кнопку для открытия пресса, вынуть обработанное изделие, разместить изделие на транспортирующем устройстве для передачи на дальнейшую обработку. Для автоматизации процесса загрузки прессов фирмой Indupress предложено на карусельных прессах (например, для разутюживания шаговых швов) опустить раму с эластичной тканью, которая сначала все разравнивает, а затем опускается подушка – есть возможность исключить промежуточные операции, выполняемые утюгами. Этой же фирмой, используются на прессах лазерные красные точки, по которым осуществляется ориентация изделия или полуфабриката при укладывании его на подушку пресса. В настоящее время выявлена возможность автоматизации разгрузки прессов, которая начинается с захвата и съема изделия с помощью механической «руки» в виде двух-элементного планочного зажима. Если детали имеют большую площадь и плотно прилегают к подушке пресса, их предварительно отделяют вакуум подъемником. Перемещение «руки» производится по окружности, что предпочтительнее, или по прямой. Применение манипуляторов упрощает работу на прессе и экономит время ~ на 1 с каждой операции съема рукава, ~ на 7 с при съеме деталей брюк, ~ 1 с перед пиджака.
3 Применение современных гладильных технологий Самыми современными и дорогими являются утюги высокого давленияс электронно-электрическим обогревом (Temptronic) HD 2000 и HN 2000 Veit (Германия). Высокие технические данные конструкции специального регулятора утюга Veit, а также применение специальной жароустойчивой керамики позволяют контролировать температуру. Охраной от перегрева является защитная крышка, пластмассовая ручка является тепловым барьером и защищает ручку. Кремне-алюминиевый сплав, из которого изготовлено основание утюга, гарантирует устойчивость к истиранию. С помощью системы «Veitronic» температура нагрева контролируется с точностью ± 20С. Утюги HD 2000 Veit могут оснащаться дополнительным устройствомдля обрезки кромки. Специальный электрический утюг для прокладывания кромки Veit 2115 с отрезным устройством упрощает работу и сокращает время при прокладывании клеевой кромки Таким образом, процесс окончательной и внутрипроцессной ВТО значительно изменился по сравнению с прошлым в отношении времени и качества обработки. Специально была изменена техника и технология ВТО, так как значительно чувствительнее стали ткани. При этом учитывают следующие параметры: 1 – конфигурацию деталей верха; 2 – потребителя (со средним или высоким уровнем дохода); 3 – организацию рабочего места, то есть, где установлен утюг, как далеко и т.д.; 4 – наличие вакуума. При наличии вакуума шов разутюжить легче, а без него изделие надо придерживать. Рациональные приемы труда: в одну сторону с паром, назад без пара; если изделие тяжелое, то в обе стороны с паром; 5 – условия транспортировки. Все вышеперечисленные параметры влияют на качество изделия. Если параметры устанавливаются автоматически, то качество стабильное в отличие от ручной установки: качество изделия высоко, если высока технология пошива и ВТО (одного уровня).

Не нашли, что искали? Воспользуйтесь поиском по сайту: ©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|

















 Карусельный пресс-закладка-прессование-охлаждение
Карусельный пресс-закладка-прессование-охлаждение